太陽電池市場とその動向:小寺信良のEnergy Future(2)(3/3 ページ)
コスト構造と製品評価軸
ソーラー発電製品製造のプロセスは、複数の段階に分かれている。材料調達、ウエハ製造、セル製造、ソーラーパネル(モジュール)製造だ。さらにその先には電力コントロールのためのパワーコンディショナーを付けて商品化する工程がある。
これらの工程におけるコスト構造は、いわゆるスマイルカーブを描く。材料となるシリコンは、世界全体の需要量の増減を見越すのが難しく、相場が大きく変動する。利益も大きいが、損をすれば会社ごと吹っ飛びかねない。このため多くの会社では、材料調達は別会社にしたり、共同購入してリスクを分散する例が多い。
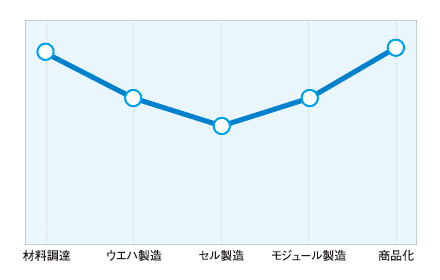 製造工程の利益率はスマイルカーブを描く
製造工程の利益率はスマイルカーブを描くスマイルカーブの底辺部に位置するのが、セル製造である。多くの太陽電池メーカーが、製品パーツとも言えるセル単体を販売していないのは、それをやっても利益率が低いからだ。だから作り始めたら是が非でも一般家庭に流通する商品化まで、垂直統合でやっていくのが普通である。
例外的にドイツのQセルズは、セル単体の販売を中心にビジネスを展開している。2008年頃まではいわゆる「太陽電池バブル」状態にあり、原材料費であるシリコンの価格上昇を強気で押し切り、高い利益率を誇った。しかし2009年にバブルがはじけ、さらにリーマンショックも重なってシリコン原価が急落したことで、13億5千万ユーロという巨額の赤字を計上することになった。このような例もあり、太陽電池メーカーは垂直統合への傾向をより強めてきている。
消費者にとって重要なのは、製品価格と最終的なパネルモジュールの変換効率のバランスである。特に変換効率は、メーカー選びや方式の将来性を見極めるうえでの重要な指標となる。しかしモジュール化したときの変換効率にも、さまざまな技術が存在する。
変換効率は、太陽電池のパーツであるセルと、それらが並べられて1つのモジュールとなった状態の2つがある。通常セルの効率は、その製造方式の最大値と考えられる。これに対してモジュールの効率は、実効値として下がるのが普通だ。
太陽電池の変換効率とは、太陽電池の面積1平方センチメートルに光エネルギーが当たった場合の、最大電力で求められる。従ってモジュール面積に無駄があると、計算値でそれだけ効率が低く出てしまう。
モジュール面積の無駄とは、セルとセルのすき間、配線部分、外枠など、発電しない面積だ。実装技術でこれらをなるべく減らすことで、セルの変換効率に近づけることができるわけだ。
この方法としては、米サンパワーなどが製品化している「バックコンタクト」という技術がある。これはセルの電極や配線をすべて太陽電池の裏側に回すことで、表面の効率を上げるものだ。
もうひとつ、三洋電機が製品化している「両面発電」という技術がある。三洋電機のセルはもともと裏表対称構造になっており、裏面でも発電可能である。ただ裏側から光が入るようにモジュールを作り、設置するのが大変なわけである。こちらはまだ採用例は少ないが、東京では銀座三越の屋上「銀座テラス」屋外側面に設置されているのを見ることができる。
 銀座・三越の屋上にある両面発電型のソーラーモジュール
銀座・三越の屋上にある両面発電型のソーラーモジュールもちろん裏面も発電するからといって、効率が2倍になるわけではない。斜めから差し込む光の反射を利用して、多少手助けする程度である。しかも裏面まで発電できるのは、セル裏面まで表面加工が行なわれたものになるため、価格が跳ね上がる。
現時点では、高効率=高価格という図式だが、なにしろ多種多様な方式が今もなお研究開発が進んでいる世界だ。従来方式の低価格製品にもそれなりに市場があり、高効率高価格商品もそこに同居しているあたりは、かつての自動車業界と近いものがあるように感じられる。
(取材協力:三洋電機)
筆者紹介


小寺信良(こでら のぶよし)
映像系エンジニア/アナリスト。テレビ番組の編集者としてバラエティ、報道、コマーシャルなどを手がけたのち、CGアーティストとして独立。そのユニークな文章と鋭いツッコミが人気を博し、さまざまな媒体で執筆活動を行っている。
Twitterアカウントは@Nob_Kodera
近著:「USTREAMがメディアを変える」(ちくま新書)
- リニアモーターカーに続く超電導の活用、鉄道総研の描く夢
- エネルギー問題を助ける「水素」、燃料電池車に弱点はないのか
- ヘラクレスの「戦い」を覚悟したドイツの野望と痛み、日本はどうか
- 実はメガソーラーよりも強力? 小規模バイナリー発電
- 「じゃがりこ」の油を使用!? カーボンニュートラルなエネルギー、バイオディーゼル燃料の現在地
- 世界に勝つ日本の製造業、洋上風力発電の巻
- どこがダメなのか、日本のエネルギー
- ドラえもんの動力源に最適!? “手のひらガスタービン”が描くエネルギーの未来
- “海洋国家”日本の洋上風力発電技術は立ち上がるか?
- 産業用燃料電池にエネルギーの未来を見る
- 一般家庭・小規模事業主が安心して蓄電池を使うために――あるメーカーの震災後の製品展開から
- 日本版FITは着陸できるか? シャープのエネルギー事業戦略で見る新エネルギー産業のこれから
- 思い描いた「コンセントの未来」、ソニー発の強力な技術を使いこなせるか
- ソニーが始めた「コンセントの革命」、自動改札や電子マネーを実現した技術を生かす
- より多くの電力を得るには――変換効率だけではない太陽電池
- 「元が取れない太陽電池」という神話
- 電力を変える蓄電システムの底力
- 価格性能比に優れた太陽電池とは
- EVの爆発的な普及には何が必要? 「無線充電」だ
- 日本のエネルギーは今後どうなる
- リニアと太陽電池の不思議な関係
- 使ってみて分かった、家庭用蓄電装置の未来
- 我が社の太陽光発電所を作るには
- 「充電長持ち」から始まった三洋の電池戦略
- 極小から業務用まで幅を広げるソニーのバッテリー戦略
- 三洋HITの開発と20年前のGENESIS計画
- 太陽電池市場とその動向
- 次世代エネルギーへの序章
関連記事
 小寺信良のEnergy Future(13):「元が取れない太陽電池」という神話
小寺信良のEnergy Future(13):「元が取れない太陽電池」という神話
太陽電池を製造するには、高温でシリコン原料を溶かさなければならない。このときに大量の電力を使う。さらに太陽電池には寿命がある。このため、「太陽電池は元が取れない」という意見をよく耳にする。実際はどうなのか。火力発電や原子力発電とも比較した。 太陽光発電のコストダウンはどこまで可能か
太陽光発電のコストダウンはどこまで可能か
世界最大の太陽光発電システム導入国であるドイツの事例から学べることは何か。長期にわたって計画的に固定価格買い取り制度を続けることで、太陽光発電システムの市場規模を拡大できるだけでなく、系統電力に匹敵するコストダウンを促せることだ。過去5年間の価格推移と、今後10年間の予測をドイツのBSW-Solarがまとめた。 太陽光発電が石油火力を代替するのはいつ?
太陽光発電が石油火力を代替するのはいつ?
新エネルギー・産業技術総合開発機構(NEDO)の予測(2009年)と、欧州の太陽電池業界団体European Photovoltaic Industry Association(EPIA)の予測(2011年)は大きく異なる。
Copyright © ITmedia, Inc. All Rights Reserved.
製造マネジメントの記事ランキング
- 「環境に良いことしかやらない」 MIRAI-LABOはなぜ独自製品を生み出せるのか
- マツダのモータースポーツの“聖地”は深川に、新たなブランド体験拠点を開設
- 地震、台風、有事の寸断――日本のサプライチェーン危機管理を変えるとき
- 自動車14社が参画、CLOとAI連携で“フィジカルインターネット”実現へ
- 三井不動産がデータセンターに6000億円超投資、物流の枠超え「産業デベロッパー」へ
- データはあるのになぜ使えない? 日本の製造業に必要な「データ活用基盤」
- 投資は多いのに稼げない、日本製造業の投資先を分析する
- 現場が求めるAIと、ITベンダーが提案するAIの「ズレ」
- 見えない仕事を可視化する「自己申告法」と間接業務を効率化する「帳票分析法」
- USBメモリだけではない、身近なUSB機器に潜むリスク
コーナーリンク





![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。