表面粗さ:メカ設計用語辞典
メカ設計者のための用語辞典。今回は「表面粗さ」について解説する。
表面粗さ
「表面粗さ」とは、物体(部品)の表面形状(面の肌)に関して規定する尺度のことである。設計者が規定する理想的な表面形状に対して限界値を定める。表面粗さは日本工業規格(JIS規格)において「JIS B 0601-2001」および「JIS B 0031:1994」で定められている。部品の表面粗さは、表面粗さ測定機(粗さ計)で測定して評価を行う。
例えば、部品表面の傷、打痕、切削加工時の加工痕(筋目など)、あるいは傷を避けてほしい箇所、機構の摺動(しょうどう)部となる部分について指示を行う。なお、表面粗さの表現では、切削加工のことを「除去加工」と呼ぶ。これに対し、「非除去加工」は塑性加工や鋳造など、部品を削らない加工を示す。
表面粗さは記号を用いながら指示する。除去加工に関しては、「除去加工の要否を問わない」「除去加工を要する」「除去加工は不可」の3種類の記号で指示する。
 除去加工に関する記号(「
除去加工に関する記号(「表面性状のパラメータについては、以下のように記号に横線を書いて指示する。記号の中では、最終工程の加工方法、粗さを示すパラメータと数値、筋目方向を指示する。
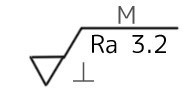 除去加工する。フライス加工で、Ra値が3.2。節目方向は投影図に対して垂直に
除去加工する。フライス加工で、Ra値が3.2。節目方向は投影図に対して垂直に粗さの数値については、基準長さの範囲で、粗さ曲線および平均線を基に、「最大高さ(Rz)」もしくは「算術平均粗さ(Ra)」を指示する。数値の単位はμm。Rzは粗さ曲線の平均線を基準とした最高値と最低値(山と谷)の値を合計した数値である。Raは平均線から粗さ曲線(測定曲線)までの偏差の絶対値における平均値である。
加工方法については、名称もしくは英訳の頭文字を取る。例えば、フライス加工は「Milling」なので「M」、旋削(旋盤加工)は「Lathe Turning」なので「L」、研削(グラインダ)は「Grinding」で「G」である。
筋目方向については、記号を指示した投影図を基準にし、筋目が平行か垂直か、あるいは交差しているかを定める。
なお、JIS規格における表面粗さの指示法は2002年に改正があり、記号や値の指示方法が変更されている(本稿は2019年10月時点の内容を基に執筆)。
関連記事
 あなたは、まだ「▽」や「〜」を使っている?
あなたは、まだ「▽」や「〜」を使っている?
今回紹介する質問の内容は、「〜」や「▽」など、60年近く前に生まれた古いJIS表記がメイン。あなたの職場では、まだ使っている? いまさら聞けない!? 製図の素朴な疑問たち
いまさら聞けない!? 製図の素朴な疑問たち
「外形線と寸法補助線は接して描かなければならないのか」「φは『パイ』と読むのか」などいまさら聞けない素朴な質問ばかりを集めてみた。 すごく硬い金属でもおまかせ! 火花飛び交う放電加工の現場、見たことある?
すごく硬い金属でもおまかせ! 火花飛び交う放電加工の現場、見たことある?
ファブレスメーカーのママさん設計者が、機械系モノづくりの“生”現場を渡り歩き、ありとあらゆる加工の世界を分かりやすく解説していく連載。今回は放電加工を得意とする金型製作所のノムラを紹介する。 幾何公差の基準「データム」を理解しよう
幾何公差の基準「データム」を理解しよう
データムの配置位置の仕方には、さまざまなルールがあるので要注意。あなたの作成した過去図面は大丈夫? 設計自動化のベストバランス、自動と手動が8:2(前編)
設計自動化のベストバランス、自動と手動が8:2(前編)
自動化を過信せず、人だからこそ作り出せる付加価値を大事に! 今回は山形カシオの金型設計・製造の自動化の取り組みを徹底紹介する。 へら絞りの精度は切削よりも悪いのか? 測定で証明した精度の良さ
へら絞りの精度は切削よりも悪いのか? 測定で証明した精度の良さ
誰も成功したことがないブラックホールの撮影に挑戦したい――その撮影に使うのはへら絞り(※)製のパラボラアンテナだ。国立天文台 電波研究部 助教の三好真氏は、安価な加工法として検討をはじめたへら絞りが、思いのほか加工精度がよく、かつアンテナ精度向上にもつながりそうだと気付いたという。現在、へら絞り加工の精度について詳しく研究するため、クラウドファンディングにも挑戦中だ。三好氏に、へら絞りに出会った経緯や、本格的に研究しようという考えに至った理由について聞いた。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。