良品を取り出すエジェクタ機構のテクニック:金型設計屋2代目が教える「金型設計の基本」(4)(2/2 ページ)
プレートによる突き出し
もう1つ、「ストリッパープレート」という板を用いて、製品の外周全体を突き出す方法があります。ブロック突き出しと同様に、エジェクタピンの跡が許されないような製品や肉厚の薄い製品などに用いられます。ブロック突き出しが製品の一部を突き出しているのに対して、プレート突き出しは製品全体を突き出しているので、非常にバランスのいい突き出し方法です。しかし、金型を構成する板が1枚増えるため、コストが高くなるのが欠点です。
製品形状が変化している場所にエジェクタピンを設定した場合、そのピンが回転してしまうと、求められている品質で成形できません。そのため、形状が変化している部分への突き出しには回転止めを設定します。回転止めを設定するということは、要するに「ひと手間加える」ということですから、極力回転止めが不要な(回転しても影響のない)製品の平らな部分で突き出しするのが理想です。
エジェクタピンの回転止めには、例えば、以下のような手段があります(図7)。
- ツバにノックピンを入れる
- Dカットピン:ツバの片側をカットする
- 両側カット:ツバの両側をカットする
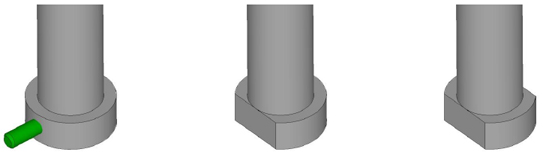 図7 ピンの回転止め
図7 ピンの回転止め卵型ケースの場合は?
最後に、今回の内容について、設計中の卵型ケースの例でまとめてみましょう(図8)。
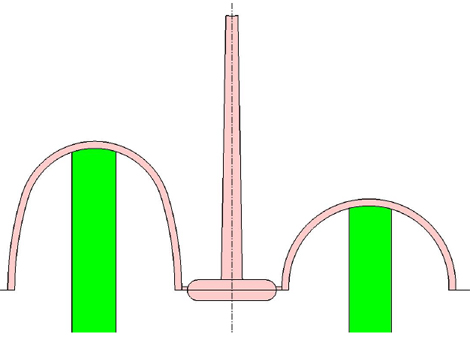 図8 卵型ケースとエジェクタピン
図8 卵型ケースとエジェクタピン- エジェクタピンは、一般的な丸ピンをフタ・本体各1本ずつ使用します。離形性を考えると外周をブロック突き出ししたいところですが、予算の都合でNGとしました
- エジェクタピンの跡が残りますが、外観部ではないので許容範囲とします
- エジェクタピンが回転しても成形に影響がないため、回転止めは設定しません
- この図には省略していますが、ランナー部にもエジェクタピンを設定します(これは「スプルーロック」などと呼ばれます)
実は、製品形状や材質によって突き出し機構の不要な場合がまれにあります。しかし、原則として“ほぼ100%”、突き出し機構は設定する必要があると思って問題はありません。良品を取り出すためには、その製品の仕様に合わせて最適な突き出し方法を選択することが必須です。

Profile
落合 孝明(おちあい たかあき)
1973年生まれ。2010年に株式会社モールドテック代表取締役に就任(2代目)。現在、本業の樹脂およびダイカスト金型設計を軸に、中小企業の連携による業務の拡大を模索中。「全日本製造業コマ大戦」の行司も務める。また、東日本大震災をうけ、製造業的復興支援プロジェクトを発足。「製造業だからできる支援」を微力ながら行っている。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。