スライドコアでアンダーカット形状を抜く:金型設計屋2代目が教える「金型設計の基本」(6)(1/2 ページ)
普通の型構造では抜けないアンダーカットを抜くためにはさまざまな処理がある。今回はそのうちの1つ「スライドコア」について解説する。
アンダーカットとは?
今回から2回にわたってアンダーカットについて説明します。今回はスライドコアによるアンダーカットの処理方法についてです。
通常の金型の動きは、以下の通りです。
- 型が閉じる
- 樹脂が射出される
- 型が開く
- 製品が押し出される
アンダーカットとは「通常の型の動きでは抜けない形状」のことです。
製品の押し出しは、突き出しピンなどによる「押し出し機構」を利用しました(第4回で解説)。では、製品形状に図1のようなアンダーカットがあった場合はどうすればいいでしょうか。
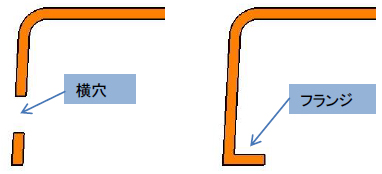 図1 アンダーカットの例
図1 アンダーカットの例アンダーカットがあると、製品を押し出す際に引っ掛かってしまうため、製品を金型から取り出すことができません。そのため、別の機構を設定する必要があります。
今回の卵型ケースでは、次の部分がアンダーカットになります(図2)。この部分に対して、何らかの対策をしなければなりません。
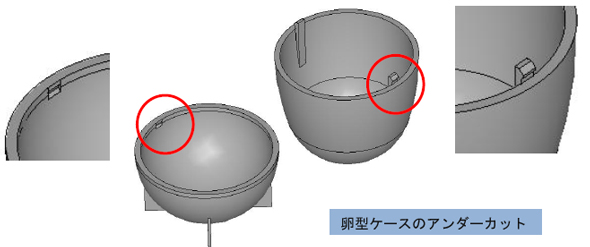 図2 卵型ケースのアンダーカット
図2 卵型ケースのアンダーカットアンダーカットの処理方法には、主として次のような方法があります。
- スライドコア
- 傾斜コア(ルーズコア)
- 垂直押し上げユニット
- 弾性コア
- 置き中子
- 無理抜き
これらの方法には、それぞれメリットやデメリットがありますので、アンダーカットの形状や成形品の生産量などの条件によって最適な方法を選択します。
アンダーカットの処理方法の中で最も一般的な方法がスライドコアによる処理です。
図3のように、製品の横に穴が開いている場合は、通常の型開きでは穴が引っ掛かってしまい製品を金型から取り出せません。穴が抜ける方向に対して動作を設定する必要があります。
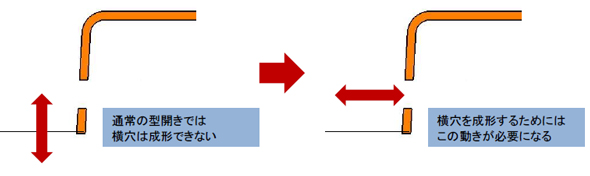 図3
図3 まずは、穴を抜くために別の部品を設定します。この部品が型の開きに対して横の動きをします。この部品を「スライドコア」といいます。スライドコアは、型の開閉を利用して可動させます。型の開きに対して、ピンやカムブロックなどを設定しアンダーカットを処理します。
アンダーカットの量が大きいとき、あるいは製品の形状によっては、油圧シリンダーやエアーシリンダーなどで可動させる場合もあります。ただし今回は、その手段として一般的な「アンギュラピン」を使用します。
図4のように、アンギュラピンは、固定側に対して斜めに設定します。
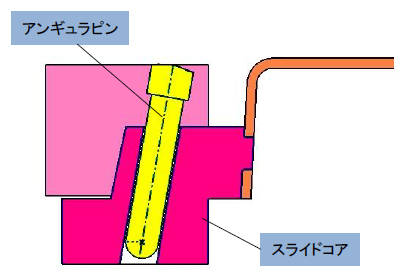 図4 アンギュラピンとスライドコア
図4 アンギュラピンとスライドコア型が開くときに、この斜めに設定されたアンギュラピンに沿って、スライドコアが可動します(下がります)。この動作で、穴形状のアンダーカットを抜くことができるのです。
スライドコアの動作
それではスライドコアの動きを具体的に説明します。
1.樹脂が型内に充填されている状態
図5は樹脂が型内に充填されている状態です。型は閉じています。
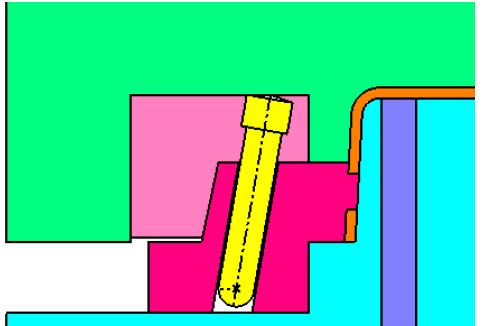 図5 樹脂が型内に充填されている状態
図5 樹脂が型内に充填されている状態2.アンギュラピンがスライドコアを下げる
型が開きはじめると、斜めに設定されているアンギュラピンがスライドコアを下げます(図6)。
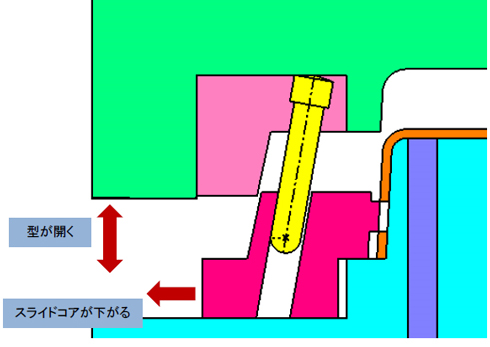 図6 アンギュラピンがスライドコアを下げる
図6 アンギュラピンがスライドコアを下げる3.スライドコアが完全に製品部から外れる
型が開き切ったときには、スライドコアが完全に製品部から外れています(図7)。
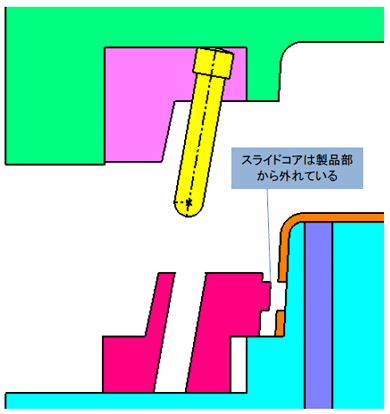 図7 スライドコアが完全に製品部から外れる
図7 スライドコアが完全に製品部から外れる4.押し出し機構で製品を突き出す
スライドコアが製品部から外れた後、エジェクターピンなどの押し出し機構によって製品を突き出します(図8)。
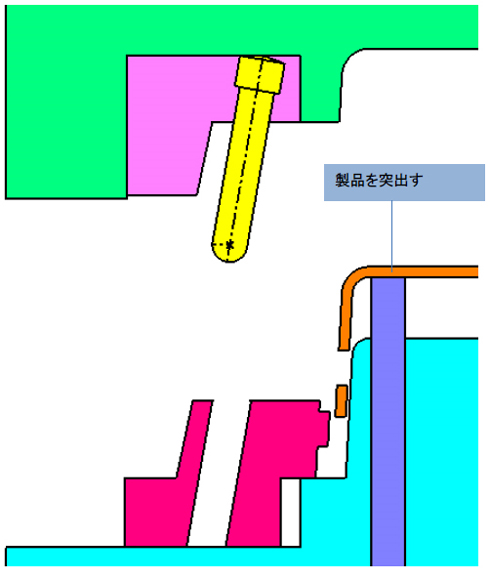 図8 押し出し機構で製品を突き出す
図8 押し出し機構で製品を突き出すCopyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。