PLCopenの「Motion Control FB」とは:PLCの国際標準プログラミング入門(4)(2/2 ページ)
Motion Control FBの事例
より具体的にMotion Control FBを理解できるように、実際に使われている機器をベースに説明します。ここではオムロンの「Sysmacマシンオートメーションコントローラ NJシリーズ」と「マシンオートメーションソフトウェア Sysmac Studio」の場合について紹介します(関連記事:オムロン、インテル Atom搭載の次世代マシンオートメーションコントローラ発表)。
NJシリーズは、CPUにインテルのAtomプロセッサを採用し、I/O機器やドライブ用のネットワークにはイーサネットベースのEtherCATを採用するなど、オープンなアーキテクチャを導入していることが特徴です。また、Sysmac Studioは「IEC 61131-3」に準拠したプログラミング環境を提供しています。NJシリーズは、PLCopenに準拠したモーション制御命令(以下、MC命令)を搭載しています。MC命令には、PLCopenの認証を受けたMC命令(表3)と、オムロン独自のMC命令を提供しています。

※円弧補間は、独自MC命令を提供しています。
技術仕様書にはベンダー依存の項目があります。高精度なモーション制御の実現とプログラムの可読性向上の観点から、ベンダー依存項目に対してNJシリーズ独自の仕様を定義しています。その内容を表4に示します。

プログラミング例
図1のギア機構を、NJシリーズのMC命令を用いてLDで実装した例を図2に示します。主軸(MC_Axis000)は速度制御 MC_MoveVelocity、従軸(MC_Axis001)はギア動作MC_GearInを用います。また、軸状態や軸位置の取得には、軸変数を用います。
以下の条件をすべて満足したときに、従軸はギア比1:2のギア動作を開始します。
- 条件1:従軸が停止状態(MC_Axis001.Status.StandstillがTRUE)
- 条件2:主軸が目標速度に到達(AX0_INVELがTRUE)
- 条件3:主軸のフィードバック現在位置(MC_Axis000.Act.Pos)が180°を通過
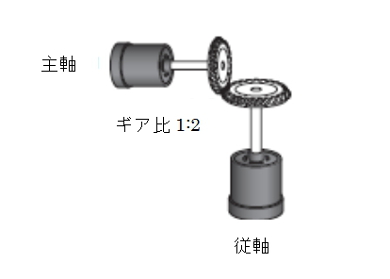 図1:ギア機構
図1:ギア機構図2の通り、メモリエリアやリレーエリアのアドレスなどハードウェア依存の項目は含まれていないことが分かります。また、主軸の速度制御、従軸のギア動作ともそれぞれ1つの命令で実現でき、視認性が高いことが分かります。

動作結果を図3に示します。主軸が目標位置に達しAX0_INVEL(ピンク色)がTRUEになった後、主軸のフィードバック現在位置(黄色)が180°を超えたところでMC_GearInが起動され、従軸の加速に伴い従軸のフィードバック現在位置(黄緑色)が変化しています。主軸と従軸が同期したらAX1_GEARIN_INGEAR(橙色)がTRUEとなり、以降は1:2のギア動作を行っていることが分かります。

まとめ
今回は、PLCopenのMotion Control FBについて、具体的な機器とMC命令を事例として説明しました。Motion Control FBの狙いは、動作仕様やインタフェース仕様の標準化によるソフトウェア再利用性の向上と、トレーニングコストの低減です。加えて、視認性や保守効率が高い点もメリットとして挙げられます。
グローバル化に伴い、国際規格に準拠したPLCやモーションコントローラが増えると見られる中、今回の記事がPLCopen準拠コントローラを選定される際の参考になれば幸いです。
次回は、PLCopenが提唱するSafety FBについて紹介します。
※) PLCopenおよび関連するロゴマークはPLCopenが所有する登録商標です。
関連記事
 IEC 61131-3の特長〔前編〕5つのプログラミング言語と変数
IEC 61131-3の特長〔前編〕5つのプログラミング言語と変数
「IEC 61131-3」と「PLCopen」について解説する本連載。今回は同規格に規定されている5種類のプログラミング言語と変数について説明します。 IEC 61131-3とPLCopenの目的とは
IEC 61131-3とPLCopenの目的とは
生産ラインに欠かせないPLC。そのPLCのアプリケーション開発効率化に役立つ国際規格「IEC 61131-3」およびそれを推進する「PLCopen」という組織をご存じでしょうか。本連載ではIEC 61131-3とPLCopenについて分かりやすく解説します。 画像処理とは?
画像処理とは?
製造現場における画像処理技術とは何か? その特徴や導入時のポイントなどをきちんと理解し、生産性向上に役立てていきましょう。連載第1回のテーマは「画像処理とは?」です。画像処理を製造現場で用いることのメリットを学びましょう。
関連リンク
Copyright © ITmedia, Inc. All Rights Reserved.
Factory Automationの記事ランキング
- 三菱電機がホイストなど産業機器子会社の株式譲渡、社名も変更へ
- 「人を育てる自動化」が食品工場を変える、省力化投資の先にある人材育成
- ロボットの指へ直接組み込める超小型オールインワン型モーションモジュール
- インドで射出成形機の新工場が稼働、5年後に年産360台へ
- ファナックとフィジカルAI、現場主義の開発思想
- DMG森精機が挑む工作機械のフィジカルAI、産総研と機械加工の基盤モデル構築促進
- 三菱電機は保全担当や装置メーカーの負担をデジタルで軽減、FA議事録アプリも
- ベテラン生技が画面の中に、THKがデータ利活用促進へAIエージェント提案
- 川崎重工が「AI-Readyな保全」提案、屋内位置情報で現場作業を丸ごと可視化
- 先端半導体用ゲート酸化膜の不純物が大幅減、効率的なOHラジカル生成技術確立
コーナーリンク




![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。