製造業で働くビジョンも浮かぶ! 学生たちが創意工夫する「金型グランプリ」:「INTERMOLD 2015」イベントリポート(2/4 ページ)
仕事としての金型のイメージ――プレス金型
岐阜大学のプレス金型チームでは、検討の結果、型工程数が多くなり、メンバーが10人だったため1人につき1型の設計、製作を担当したという。
 岐阜大学のプレス金型
岐阜大学のプレス金型10工程の1つ目はブランク型で、板を丸く切り抜く。2つ目は絞り型で、まず円板を円筒型に押し出す。この時、製品の球体部の面積と同じ面積の円柱に押し出すとのこと。続いて成形絞り型で、円筒形を半球形に成形する。前工程の効果でフランジ部(つば部分)の直径は変化しない。続いて外周をあらためて円形に打ち抜くと共に、位置決めのための切り欠き形状を作る。


ここからは上下パーツごとに別の型を使う。寄せ穴抜き型では、下パーツの傾斜角25度の方向からスライドカムにより、真円穴形状に抜く。続いて溝抜き型で、2穴間の溝を作る。溝抜きパンチの位置精度の確保および補強のため、インナーガイド方式を採用した。一方、上パーツでは切り曲げ型を使って、ひもを通す部分を成形した。上下型を製品の食い付きを防止するため複動式にして、製品変形を防ぐため、先行ピンを設置した。続いてフランジ曲げ型で、ヘミング(エッジを曲げるなどして固定する工程)代を内側に曲げ成形する。次に鉄心を入れて、上下パーツを組み合わせて予備曲げをする。最後の金型でしっかりかしめて締結し、一体化させる。
工夫の1つは下の2つの穴を斜めから開けたことだという。難易度が上がるが、「抜き穴を真円にしたかった」とのことで、これはパンチの滑り逃げの防止にもなる。また上の切曲げ部は幅のみが指定されており形状は任意だったため、球形に見えるようにこだわったそうだ。
 岐阜大学のプレス金型によるベル
岐阜大学のプレス金型によるベル「普通なら企業に入って初めてやることを体験できたのはよい経験だった」という。具体的なモノづくりがイメージできるようになると、INTERMOLDのような展示会の企業ブースで、「何となく……」の印象や企業規模でなく、「どんな技術を持っているか」という視点で企業を見られるようになり、働くビジョンも浮かびやすくなるという。金型台数も人数も多いだけに、トラブルもさまざまだったそうだが、その中で協力することの大切さやモノづくりの楽しさをあらためて実感したとのことだ。
同じくプレス金型で発表した大連工業大学にとって、重要な工程の1つは絞りだったという。
 大連工業大学のプレス金型では課題を1つずつつぶしていった
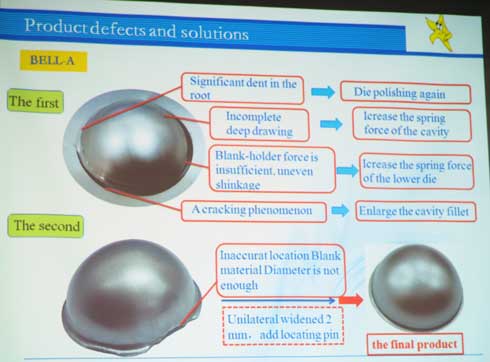
大連工業大学のプレス金型では課題を1つずつつぶしていった解析してしわの出やすさなどを調べた。その結果、四角形より円形の材料の方が、パラメータを調整すればしわを避けられることを確認した。上部パーツの試作ではへりの部分にへこみ跡が残ったため、ダイを磨き直した。絞りが不完全で収縮のバランスが取れていなかったため、キャビティおよび下側ダイのスプリングの力を増やした。


 大連工業大学のプレス金型
大連工業大学のプレス金型2度目の試作ではブランク材料の直径とガイドピンの位置の調整などの手直しを行った。授業で学んだ理論と知識を実践でさらに高められるとともに、メンバーで協力して進める重要性も学んだという。
岩手大学のプレス金型チームも発表のみを行った。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 使用中に発火、サーキュレーター10万台をリコール
- エコキュートで約24万台の大規模リコール
- “デジタル魚拓”を生きたデータに、3Dスキャン後に待つCAD化の壁
- ヒット商品を生む原動力は“遊び心”にあり!?
- 建設用3Dプリンタで造形した構造体に飛翔体を衝突、耐衝撃性能を検証
- モバイルワークステーション「Dell Precision 」の20周年記念モデルを発売
- 正確度0.02mm、ワイヤレス/マーカーレス対応の光学式トラッキング3Dスキャナー
- 締結されたボルトの許容繰り返し荷重、2本なら単純に2倍でよいのか?
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- ポータブル電源で発火、幼児用玩具で誤飲リスク、景品の水筒に異物混入など







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。