スライドで処理できないアンダーカットはどうするの?:金型設計屋2代目が教える「金型設計の基本」(7)(2/2 ページ)
今回設計している「卵型ケース」の場合
今回の説明では、断面が丸いシャフトを使用しました。アンダーカット部分の形状や金型の構造によっては、断面が四角いシャフトを使う場合もありますし、シャフトとコマを一体で制作する場合もあります。今回制作しようとしている卵型ケースのアンダーカットに対しては図8のような処理が必要になります。
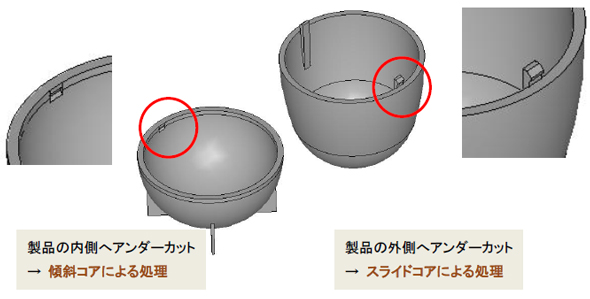 図8 卵型ケースのアンダーカット
図8 卵型ケースのアンダーカットアンダーカットの処理方法としては、前回説明したスライドコアと、今回説明した傾斜コアが最も一般的な処理方法になります。とはいえ当然、他にもアンダーカットを処理する方法はあります。ここで簡単にご紹介します。
垂直押し上げユニット
「垂直押し上げユニット」は傾斜コアと違い、垂直に押し上げることでアンダーカット処理します。斜めの加工が不要になるので、傾斜コアに比べて加工が簡単になります。また傾斜コアに比べて省スペースでの処理が可能です。ただし、傾斜コアより大きいアンダーカットには向いていません。ミスミ、日本金型産業などに規格品があります(関連リンクはミスミ規格品)。
| 垂直押し上げユニットの例: | |
|---|---|
| ⇒ | 垂直押し上げユニット概要(ミスミ):PDF |
弾性コア(スプリングコア)
「弾性コア」(スプリングコア)は、シャフト部分を弾性力で曲げることによってアンダーカット処理をします。傾斜コアに比べて省スペースで済みますが、曲げる分、傾斜コアに必要以上の負荷が掛かります。垂直押し上げユニットと同様にアンダーカットが大きいものには適用できません。日本金型産業などに規格品があります。
| 弾性コア(スプリングコア)の例: | |
|---|---|
| ⇒ | 新・スプラング・コア(日本金型産業):PDF |
置き中子
「置き中子」は、以前、第4回で紹介した直上げブロックと同じような構造の処理方法です(図9)。アンダーカット部にコマを設定し、突き出しによって製品と一緒にコマを突き出します。コマを製品から引き離した後、再びコマを金型内に設置します。単純にコマをはめ込むだけなので、他のアンダーカット処理に比べて設定がしやすいですが、コマを取ったりはめたりするため、必ず人の手が必要になります。そのため量産には向いていません。小ロット向けの試作型などで用いられます。
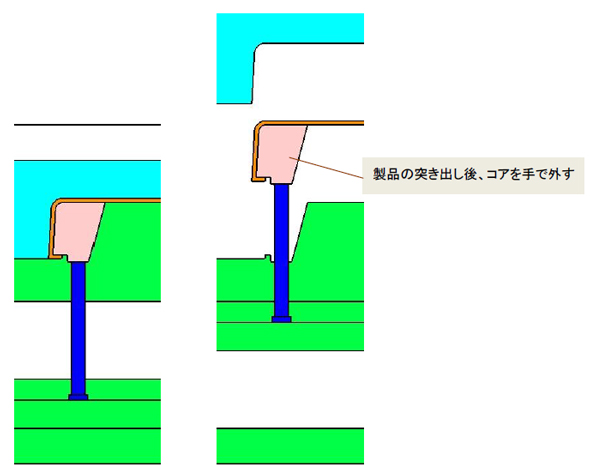 図9 置き中子
図9 置き中子無理抜き
アンダーカットに対する処理は特にせず、突き出しの力で無理やり抜き取る方法です。アンダーカットの量が少ない場合には適用可能ですが、“無理やり”抜くので、製品や金型へ負荷が掛かります。小ロット向けの試作型などで用いられます。
無理抜きは例外的な処理です。基本的には、「金型で良品を取り出すためにはアンダーカットに対して何らかの処理が必要になる」と考えた方がよいです。
アンダーカットは極力避けよう
アンダーカットの処理では、通常の型の動きとは異なる動きを金型に持たせるため、金型の加工や調整には通常より手間が掛かり、その分、時間やコストも掛かってきます。無意味なアンダーカットは避けましょう。製品設計上の問題がなければ、アンダーカットのない形状にしておくのが望ましいです。
◇
金型のアンダーカット処理についての説明は以上です。
今回で、金型設計の概要について、一通りの説明が終わりました。次回はいよいよ最終回! 「金型設計の基本」の総まとめです。

Profile
落合 孝明(おちあい たかあき)
1973年生まれ。2010年に株式会社モールドテック代表取締役に就任(2代目)。現在、本業の樹脂およびダイカスト金型設計を軸に、中小企業の連携による業務の拡大を模索中。「全日本製造業コマ大戦」の行司も務める。また、東日本大震災をうけ、製造業的復興支援プロジェクトを発足。「製造業だからできる支援」を微力ながら行っている。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。