豊田佐吉が「発明家」から「技術経営者」に進化、豊田喜一郎も登場:トヨタ自動車におけるクルマづくりの変革(9)(6/6 ページ)
7.紡績への進出と鉄製広幅動力織機(N式)の完成
自動織機の試験を進める中で、佐吉は糸の品質に問題があることを確認した。 当時の日本製の紡績糸は、短繊維でムラが多く、張力が弱かったため、たて糸に使用するとすぐに切れてしまい、自動織機の性能が十分に発揮できなかった。
この課題を解決するため、佐吉は独自に紡績工場を設立することを決意。1912年12月、3年間の米国留学から帰国したばかりの西川秋次にその設計と建設を命じ、東京高等工業学校紡織科の友人である古市勉に設備の見積もりを依頼した。
1913年(大正2年)、大正政変(第3次桂太郎内閣総辞職)、第1次山本権兵衛内閣成立。米国カリフォルニア州で排日土地法成立。宝塚唄歌隊(後の宝塚歌劇団)誕生。
豊田佐吉は、1913年(大正2年)に豊田自動織布工場の紡績工場を着工し、翌1914年2月に6000錘の紡機を据え付けて運転を開始した。1913年(大正2年)8月、豊田式織機は、名古屋織布を合併し、その工場を名古屋織布工場と称した。同工場は試験工場として利用され、1914年6月に「鉄製広幅普通織機N式」を開発してからは、その公開工場となっていた。この頃の豊田式広幅織機の価格は160円で、同等の輸入織機のコストより20%も安く製造販売できるようになっていた。
1914年(大正3年)、7月に第一次世界大戦※16)が勃発。日本は、英国やフランスが属する協商国に参加し、敵対する同盟国の一つであるドイツが租借する中国青島や南太平洋の島々を占領。日英同盟を理由にドイツ帝国に宣戦布告し、連合国の一員に加わる。3月、快進社自働車工場が日本初の国産乗用車「DAT号」※17)を完成。東京駅開業。三越呉服店が日本初のデパートメントストア宣言を行い、エレベーターとエスカレーター付きの近代的店舗を建築。
※16)第一次世界大戦(World War I、The great war)とは、三国同盟(ドイツ、オーストリア、イタリア)と三国協商(英国、フランス、ロシア)との対立を背景として起こった、1914年(大正3年)〜1918年(大正7年)に起きた世界的規模の戦争。1914年6月のサラエボ事件をきっかけに開戦。同盟側にはトルコ、ブルガリアなどが、協商側には同盟を脱退したイタリアの他、ベルギー、日本、米国、中国などが参加した。4年あまりにわたって欧州の戦場を中心に激戦が続いたが、1918年11月、ドイツの降伏によって終結。翌年1919年のパリ講和会議でベルサイユ条約が成立した。
なお紡績部品工業に最も影響と与えたのは、この第一世界次大戦であった。機械、部品の輸入が停止され、代替需要が一気に高まっためである。当時の状況は次のようであった。「大正7年ごろより欧州品の輸入途絶によって、筋ロール、スピンドル、フライヤー、リングが勃々現われ始めた。……近時地内製のフライヤーの自家製作の編機に附するも一般の需要いまだ多からず、リング、スピンドルの製造は進歩したるも品質はおおむね外国品のごとく精良らなず。整理機用ペーペー、ロールの多数は内地製なるも、一本のロールにしてその面に不均一のところあり、チルドロールの長物は米国製を主とする。さらには、鋼材は内地製および米国品を用い紡機の錘りリングには内地品と英米品を併用。筋付ロール材とシュライナーロール材は外国品を主とする。スプリングおよび可傾鋳鉄はいまだ外国品に及ばず」という状態であった。
※17)日本初の国産乗用車「DAT(脱兎)号」は、橋本増治郎が設立した快進社によって、1914年(大正3年)に製造され、東京大正博覧会に出品され銅杯を獲得。この名前は、出資者の田(D)、青山(A)、竹内(T)のイニシャルと、その速さから「脱兎」にかけて名付けられた。
豊田佐吉はその後、三井物産 支店長の藤野亀之助に相談した結果、三井物産が紡績設備の納入と融資を担当することになり、1914年(大正3年)にプラット製の紡績設備(6000錘)を輸入。1914年2月に稼働を開始した。新しい豊田自動織布工場は「豊田自働紡織工場」に改称される。新工場内の案内を要約すると、次のようになる。笠井雅直著の「発明と製造をめぐる両豊田の吸引と反発」(名古屋学院大学論集 社会科学篇、第50巻、第4号、pp.37〜58)からの引用である。
「機械運転は機関室内の4台の発電機で駆動され、織布工場内に129.54cm(51インチ)織機192台が8列に整備され、室内は紡績織布のためオゾン発生機による清廉な空気が送られている。本日は8500錘を生産し、今秋からは今増築中の新工場の落成によって1万5500錘と増産される。この新工場は、先年豊田氏が西川工務監督を帯同して欧米を検分し、彼地の設備を模したもの。同工場は紡績織布兼営である。……兼営は織布に恰当の糸手を製するの便がある。之れ豊田氏が多年の抱負を実施したもので……其利益は莫大なものである。……明治43年5月の初めに豊田氏は、1年半の欧米の工場視察の後、大正元年に改善したのが叙上の理想工場である。
1914〜1919年、豊田式織機は300万円を稼ぎ、これは佐吉にロイヤルティーとして渡されるはずだった。しかし、佐吉は自らの事業の単独支配を放棄したくないために、自分の工場の存続を維持した。
表11に、1914年(大正3年)に豊田佐吉が出願した7件の特許を示す。またこの年には、蒸気機関のピストン往復運動を円運動に改良した「環状単流原動機」を発明し、特許26931号を取得した。
| 特許番号 | 発明者(特許権者) | 出願日 | 登録日 | 発明の名称(連載第7回の図2の番号) |
|---|---|---|---|---|
| 26092 | 佐吉(本人) | 大正3.3.14 | 大正3.6.12 | 15.投杼桿受 |
| 26212 | 佐吉(本人) | 大正3.2.6 | 大正3.7.4 | 経糸解除及緊張装置(5.アンクル式(バックローラ付)たて糸送出装置) |
| 26213 | 佐吉(本人) | 大正3.2.6 | 大正3.7.4 | 経糸解除及緊張装置(5.たて糸送出装置) |
| 26545 | 佐吉(本人) | 大正.? | 大正3.? | 15.投杼桿受(緩衝装置) |
| 26931 | 佐吉(本人) | 大正3.5.23 | 大正3.12.1 | 環状単流原動機 |
| 27006 | 佐吉(本人) | 大正3.11.2 | 大正3.12.15 | 経糸解除及緊張装置(5.ウォーム歯車※18)式たて糸送出装置)⇒今回解説 |
| 29484 | 佐吉(本人) | 大正3.12.15 | 大正5.5.18 | 自動織機(9.杼換安全装置) |
| 表11 1914年(大正3年)に豊田佐吉が出願した特許 | ||||
※18)ウォーム歯車(worm gear pair)とは、食い違い軸間(歯車の軸が平行でもなく、交差もしていない状態)でかみ合うウォームおよびウォームホイールからなる歯車対で、大きな減速比を得られる。
1914年2月、佐吉は、6000錘のプラット・ブラザーズ※19)(プラット)製紡績設備を輸入し、稼働を開始した。原動力は電動モーターで、単一流(ユニフロー)蒸気機関により自家発電を行った。紡績工場の兼営に伴い、工場の名称も豊田自動紡織工場に改称。
※19)プラット・ブラザーズ(Platt Brothers & Co Ltd)は、1770年に英国イングランド北西部オールダムのワーネスにヘンリー・プラットが設立した繊維機械の製造、製鉄鋳造、炭鉱経営を行う企業。1857年から輸出用織機の製造を開始し、1868年、1886年、そして1900年に、カーディングマシン、ロービングフレーム、自動ミュール機を次々と発表した。自動ミュール機は、競合他社よりも高速、長時間、そして生産性に優れ、同社の成功の基盤となった。第一次世界大戦の直前、同社は世界最大の繊維機械メーカーとなり、1万5千人以上の従業員を雇用した。プラット・ブラザーズと豊田佐吉との本格的なつながりは、1929年に豊田佐吉が設計した革新的な自動織機の特許権を同社が10万ポンドで購入したことに始まる。
当時、紡績工場の標準的な規模は3万錘前後で、周囲では6000錘の零細な規模では採算が取れないと反対の声が強かったが、1914年7月に第一次世界大戦が勃発すると、事情は一変した。
英国をはじめとする交戦国の綿紡績は、軍需産業への転換のため、生産力が低下した上に、戦時下の船腹不足や航路不安などにより、欧州からのアジア向け綿製品輸出が途絶した。このため、日本の綿業界はアジアに進出するとともに、英国や米国へも綿製品を輸出できるようになった。また、表2に示したように、1915年から1916年で生産台数と価格が2倍以上、1916年から1917年で価格が3倍以上と大幅な伸長となり、空前の活況を呈した。
その間、豊田自動織布工場は布を製造しており、施設の一角は織機の実験に専念していた。佐吉は購入した糸が頻繁に切れる傾向があり、自動織機の開発において「糸の品質」が大きな障害となっていることを感じていた。市販の紡績糸は短繊維でムラが多く、張力が弱いため、織機の性能が十分に発揮できなかった。佐吉は「糸が切れる原因が機械か糸かを見極めるには、自ら高品質な糸を作るしかない」と考え、自社で紡績を行うことを決意した。自動織機開発に関わる根本的な技術的問題に対処(および解決)するために、佐吉は織りと紡績の業務間の補完的な技術的および組織的なつながりを統合する必要があった。
豊田佐吉は、海外からの綿布需要の増大により、従来開発してきた広幅織機に、表11に示した特許27006号「ウォーム歯車式たて糸送り出し装置」を装着した「豊田式鉄製広幅動力織機(N式)」を完成させた。
図13に、豊田式鉄製広幅動力織機(N式)の外観を示す。展示機は1914年に製作されて以来、遠州地方で使用されていたものを1987年に収集して完全に元の状態に戻してある。
 図13 豊田式鉄製広幅動力織機(N式)の外観 出所:トヨタ自動車、トヨタ産業技術記念館
図13 豊田式鉄製広幅動力織機(N式)の外観 出所:トヨタ自動車、トヨタ産業技術記念館ここで、豊田式鉄製広幅動力織機(N式)の構造と機構を見ておく。
豊田式鉄製広幅動力織機N式は、佐吉が最終的に目指した「無停止(ノンストップ)自動織機(G式)」の前段階として設計されたもので、広幅の布地を安定して織るための堅牢な構造と高精度な機構を備えていた。輸出向けの厚手綿布や作業着などの製造に適しており、現在でも一部で使用されているほどの耐久性を持つ。
構造的特徴は主に次の2点である。
- (1)鉄製フレーム:木製織機では対応できなかった広幅織りの振動に耐えるため、全体が鉄製で構成されている。これにより、機械の剛性と耐久性が大幅に向上
- (2)広幅対応設計:通常の織機よりも横幅が広く、布地の幅を拡張することで生産効率を高めている。特に輸出向けの厚手布地に対応
機構的特徴は主に次の3点である。
- (1)改良型経(たて)糸送出機構※20)(Positive Warp Let-off Mechanism):経糸の張力を常に一定に保つための装置。織りの進行に応じて正確に糸を送り出すことで、糸切れや織りムラを防止
- (2)杼(シャットル)替(交換)機構: 自動杼交換機構は搭載されていないが、手動での交換を前提とした高精度な杼走行設計が施されている。後のG式自動織機の基盤となる設計思想がここに含まれている
- (3)操作性と安定性:操作は比較的シンプルで、熟練工でなくても扱えるように設計されていた。織り速度は安定しており、布地の品質も均一
表12では、豊田式鉄製広幅動力織機(N式)と、1924年に完成する自動織機(G式)の違い、そして実際の使用事例などについての技術的な違いをまとめておく。
| 項目 | N式織機(1914年) | G式自動織機(1924年) |
|---|---|---|
| 開発目的 | 広幅布地の安定織布 | 無停止(ノンストップ)自動織布の実現 |
| シャットル交換 | 手動交換 | 自動シャットル交換機構を搭載 |
| 糸切れ対応 | 作業者による目視確認 | 経糸/緯糸の自動停止装置付き |
| 操作人数 | 1人で数台 | 1人で30〜50台の操作が可能 |
| 生産性 | 高いが人手依存 | 最大20倍の生産性向上 |
| 部品互換性 | 一部あり | 完全な互換性を実現(ゲージ管理) |
| 導入コスト | 比較的低価格 | 従来機の3.3倍の価格 |
| 表12 豊田式鉄製広幅動力織機(N式)と自動織機(G式)の技術的な違い | ||
※20)経(たて)糸送出(レトオフ)装置(Let-off Mechanism)とは、経糸を織機のビームから引き出す際に、常に一定の張力を保つための装置。その構造と機能として、経糸は織物の骨格となる重要な要素で、張力が不安定だと織りムラや糸切れが発生する。レトオフ装置は、ビームの回転を制御することで、経糸の供給量と張力を調整。自動織機では、織物の進行に応じてビームが少しずつ回転し、張力を一定に保つように設計されている。豊田佐吉の発明では、機械的なテンション調整機構が組み込まれており、織りの品質安定に大きく貢献した。
さて、豊田式鉄製広幅動力織機(N式)は、表11に示した「ウォーム歯車式たて糸送り出し装置」(特許27006号)の発明を組み込んだものである。
図14に、「ウォーム歯車式たて糸送り出し装置」の模型とその動作原理図を示す。

豊田式鉄製広幅動力織機(N式)は、テンションローラの変位をフィードバックして、ウォーム歯車を筬打ちごとに微細に回転させ、張力を一定に保ちながら、たて糸を送り出す積極的方式であるため、張力がより正確に調節され、織物品質が一段と向上した。
図14(b)に示すように、織られた布が巻き取られるに従って、(2)テンションローラが下降し(4)セクタレバーが上昇するのはアンクル式と同様であるが、改良されたこの方式では、(4)セクタレバーとこれにつながる(5)コネクティングロッド上昇により、(6)レギュレーションロッドの支点が移動し(9)キャッチレバーの運動量を調整する。さらに、(10)長さの異なる4枚の爪により、(11)ラチェットホイールを回転する。これが(8)ウォーム歯車を介して(1)ヤーンビームを回転し、たて糸を適正量積極的に送り出す。ウォーム歯車の使用により筬打ち時の衝撃力が強くても、たて糸の繰り出しが防止できるため、より厚地の織物が織れるようになった。
1914年(大正3年)、表7に示した蒸気機関のピストン往復運動を円運動に改良した「環状単流原動機」を発明し、翌年、特許26931号を取得。往復運動よりも円運動の方がエネルギー効率が良いと考え、「元来、現在往復運動に據るものよりは、循環運動に據るものこそ私どもの理想とする織機であらねばならぬ」との発想から、環状織機の発明に取り組んだ。1924年(大正13年)には「環状織機の綜絖装置」「環状織機の杼推進装置」「環状織機の織布巻取装置」を発明し、翌年それぞれについて特許が与えられた。
上記と同じ発想から、表8には記載はないものの同年の1914年(大正3年)、図15に示す蒸気機関のピストン往復運動を円運動に改良した「環状単流原動機」を発明し、特許を取得した。さらに、1917年(大正6年)にこれを改良した「環状原動機」を、1920年(大正9年)に「環状単流原動機」を発明し、特許を得ている。
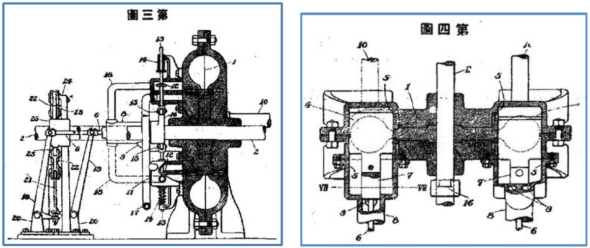 図15 豊田佐吉が発明した「環状単流原動機」の特許申請図の一部 出所:トヨタ自動車
図15 豊田佐吉が発明した「環状単流原動機」の特許申請図の一部 出所:トヨタ自動車1914(大正3)年、豊田自動紡織工場は発電用にスイスのスルザー※21)製400馬力ユニフロー(単流掃気方式)蒸気機関を導入。当時、名古屋周辺で自家発電用の蒸気機関を導入した例は、佐吉の豊田自動紡織工場と弟平吉の豊田織布押切工場が挙げられる程度で、珍しい存在であった。
そして佐吉の長男である豊田喜一郎は1914年(大正3年)、仙台の第二高等学校甲組工科に入学する。ここで、後に自動車事業で協力してもらえる多くの友人※22)と出会う。1917年、第二高等学校を卒業し、東京帝国大学に入学。大学では、隈部一雄(東京帝大助教授[自動車工学]、トヨタ自工副社長)、三島徳七(東京帝大教授[鉄冶金学]、トヨタ自工研究顧問)らと知り合い、自動車事業に協力してもらう。これらの学友たちを通して、山田良之助(東北帝大金属材料研究所、東工大教授[材料工学]、トヨタ自工研究顧問)、成瀬政男(東北帝大教授[歯車工学]、トヨタ自工研究顧問)などと友人の輪が広がり、さらに物理学と金属工学で知られる本多光太郎博士のような専門家の助言も得られた。(次回に続く)
※21)スルザー(Sulzer AG)は1834年、スイスチューリヒ州ヴィンタートゥールに設立された機械メーカー。当初は紡績機や織機の製造を主要な事業としていた。その後、ルドルフ・ディーゼルによってディーゼルエンジンが発明されると、その特許を1893年に購入。1898年、スルザー最初のディーゼルエンジンが製造された。1930年代から1940年代にかけて、スルザーのディーゼルエンジンを搭載したディーゼル機関車が欧州や南米など世界中で用いられた。日本では船舶用、機関車用などで使用された。現在、各種ポンプ/化学工業用装置/医療用器具の製造、タービン/ポンプ/コンプレッサー/モーター/発電機などのメンテナンスを手掛ける。スイス証券取引所上場企業。
※22)高校時代の友人として赤平武雄(理化学研究所、電気自動車開発に協力)、伊藤省吾(日本エアブレーキ設計主任、豊田自動織機製作所自動車部、トヨタ自工取締役)、小林秀雄(鉄道省技師、自動車事業に協力、トヨタ自工顧問)、田辺吉造(鉄道省技師、トヨタ自工機械部長、蒲田工場長)、抜山四郎(東北帝大教授[熱工学]、トヨタ自工研究顧問)、抜山大三(東京帝大教授[応用物理学]、トヨタ自工研究顧問なお)。彼らとともに東京帝国大学へ進学。他に、小平勇(八幡製鉄所、製鋼事業に協力、八幡製鉄取締役)。
参考/引用文献
- トヨタ自動車75年史
- トヨタ自動車「創造限りなく トヨタ自動車50年史」、大日本印刷、1982年11月3日
- 産業技術記念館資料
- 「四十年史」、豊田自動織機製作所、1967年11月18日
- 「豊田佐吉伝」、豊田佐吉翁正伝編纂所、1933年1月1日
- 石井正「近代日本の技術と技術政策」、第2章:繊維機械技術の発展過程ー織機・紡績機械・製糸機の導入・普及改良・創造ー、国際連合大学、1986年
- Wikipedia
- GAZOO「ロールス・ロイスとベントレー(1906年)」
- GAZOO「オートモ号の真実(1925年)」
- GAZOO「<カーオブザセンチェリー>T型フォード(1908年)」
- 笠井雅直「発明と製造をめぐる両豊田の吸引と反発-豊田自動織機製作所設立小史-」、名古屋学院大学論集 社会科学篇、第50、第4号、pp.37〜58
- William Mass and Andrew Robertson「From Textiles to Automobiles: Mechanical Organizational Innovation in the Toyoda Enterprises」、1895-1933、THE 1996 NEWCOMEN PRIZE ESSAY、BUSINESS AND ECONOMIC HISTORY、Volume Twenty-five、no.2、Winter 1996.Copyright、1996 by the Business History Conference、ISSN 0849-6825
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第1回」、Gichoビジネスコミュニケーション、実装技術、Vol.30、No.2、42〜47、2014年2月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第2回」、Gichoビジネスコミュニケーション、実装技術、Vol.30、No.4、36〜41、2014年4月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第3回 1960年代後半から1970年代のトヨタ自動車のものづくりの形態」、Gichoビジネスコミュニケーション、実装技術、Vol.30、No.7、36〜41、2014年7月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第4回 1950年代後半から1970年ころまでのものづくり形態の概要 その1」、Gichoビジネスコミュニケーション、実装技術、Vol.31、No.3、40〜44、2015年3月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第5回 1950年代後半から1970年ころまでのものづくり形態の概要 その2」、Gichoビジネスコミュニケーション、実装技術、Vol.31、No.11、42〜47、2015年11月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第6回」、Gichoビジネスコミュニケーション、実装技術、Vol.34、No.2、44-49、2018年2月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第7回」、Gichoビジネスコミュニケーション、実装技術、Vol.34、No.5、40〜48、2018年5月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第8回」、Gichoビジネスコミュニケーション、実装技術、Vol.34、No.10、42〜47、2018年10月
- 武藤一夫「トヨタ自動車におけるデザイン・ものづくりプロセスの変革 第9回」、Gichoビジネスコミュニケーション、実装技術、Vol.34、No.2、42〜47、2018年2月
- 武藤一夫「はじめてのCAD/CAM」、工業調査会、2000年2月(B5判/285ページ)
- 武藤一夫「進化しつづけるトヨタのデジタル生産システムのデジタルのすべて」、技術評論社、2007年12月(A5判/271ページ)
- 武藤一夫「図解CAD/CAM入門」、大河出版、2012年8月(B5判/305ページ)
- 武藤一夫「実践メカトロニクス入門」、オーム社、2006年6月(B5判/228頁)
- 武藤一夫「実用CAD/CAM用語辞典」、日刊工業新聞社、1998年6月(B6判/316頁)
- 武藤一夫「エンジニア必携トヨタに学ぶデジタル生産・事例・用語集」、産業図書、2021年12月(A5判/887ページ)
筆者プロフィール

武藤 一夫(むとう かずお) 武藤技術研究所 代表取締役社長 博士(工学)
1982年以来、職業能力開発総合大(旧訓練大学校)で約29年、静岡理工科大学に4年、豊橋技術科学大学に2年、八戸工業大学大学に8年、合計43年間大学教員を務める。2018年に株式会社武藤技術研究所を起業し、同社の代表取締役社長に就任。自動車技術会フェロー。
トヨタ自動車をはじめ多くの企業での招待講演や、日刊工業新聞社主催セミナー講演などに登壇。マツダ系のティア1サプライヤーをはじめ多くの企業でのコンサルなどにも従事。AE(アコースティック・エミッション)センシングとそのセンサー開発などにも携わる。著書は機械加工、計測、メカトロ、金型設計、加工、CAD/CAE/CAM/CAT/Network、デジタルマニュファクチャリング、辞書など32冊にわたる。学術論文58件、専門雑誌への記事掲載200件以上。技能審議会委員、検定委員、自動車技術会編集委員などを歴任。
関連記事
- ≫連載「トヨタ自動車におけるクルマづくりの変革」バックナンバー
 技術開発に専念した豊田佐吉の発明の数々、ついに英米の織機技術に肩を並べる
技術開発に専念した豊田佐吉の発明の数々、ついに英米の織機技術に肩を並べる
トヨタ自動車がクルマづくりにどのような変革をもたらしてきたかを創業期からたどる本連載。第8回は、新たな会社組織として豊田式織機を設立し技術開発に専念した豊田佐吉が生み出した発明の数々や織機を中心に、1905年(明治38年)〜1908年(明治41年)における日本の政治経済の状況や世界のクルマの発展を見ていく。 世界初の無停止杼換式自動織機を構成する豊田佐吉の3つの発明
世界初の無停止杼換式自動織機を構成する豊田佐吉の3つの発明
トヨタ自動車がクルマづくりにどのような変革をもたらしてきたかを創業期からたどる本連載。第7回は、豊田佐吉による世界初の無停止杼換式自動織機を構成する3つの発明を中心に、1900年(明治33年)〜1904年(明治9年)における日本の政治経済の状況や世界のクルマの発展を見ていく。 豊田佐吉の名を轟かせた日本初の力織機「豊田式汽力織機」の発明
豊田佐吉の名を轟かせた日本初の力織機「豊田式汽力織機」の発明
トヨタ自動車がクルマづくりにどのような変革をもたらしてきたかを創業期からたどる本連載。第6回は、1896年に豊田佐吉が発明した日本初の力織機「豊田式汽力織機」を中心に、1892年(明治25年)〜1899年(明治32年)における日本の政治経済の状況や世界のクルマの発展を見ていく。 豊田佐吉の歩みを明治初期の日本と世界の自動車技術の発展から浮かび上がらせる
豊田佐吉の歩みを明治初期の日本と世界の自動車技術の発展から浮かび上がらせる
トヨタ自動車がクルマづくりにどのような変革をもたらしてきたかを創業期からたどる本連載。第5回は、明治初期に当たる1867年(慶応3年)〜1891年(明治24年)の世界のクルマの発展や日本の政治経済の状況を見ながら、自動織機の開発に取り組んだ豊田佐吉の姿をより鮮明に浮かび上がらせていく。 トヨタの源流となる自動織機はどのような技術の変遷を経て生まれたのか
トヨタの源流となる自動織機はどのような技術の変遷を経て生まれたのか
トヨタ自動車がクルマづくりにどのような変革をもたらしてきたかを創業期からたどる本連載。第4回からは、トヨタ自動車創業以前に時代を巻き戻し、豊田佐吉の生涯と、その時代背景となる日本の政治や経済の状況を見ていく。まずは、豊田佐吉が発明したことで知られる自動織機のことを理解するために、織機技術の変遷を概観する。
Copyright © ITmedia, Inc. All Rights Reserved.
モビリティの記事ランキング
- BYDの軽EV「ラッコ」は世界初の軽SDV、新開発の「X-PACK」に電動システムを統合
- 日産が新型「エルグランド」を発売、「AUTECH」は8月上旬に市場投入へ
- 音響通信と自動着水で目指す「海空無人探査ソリューション」とは何か
- 中国の自動車メーカーとテスラに競争力があるのは「合理性が高い」から
- テラチャージやFLASH、テスラなど 熊本地震によるEV充電器の無償開放拠点まとめ
- 矢崎総業がイノベーション拠点を公開、労働集約型モノづくりのスマート化に向け
- 芝浦工業大学、「曲がりたい」と「転びそう」を判別する二輪車制御技術を開発
- ローカル5Gを活用した自動運転実証試験を宮古島で実施
- 自動運転スタートアップのティアフォーが上場、車載半導体のオープン化も視野に
- トヨタホンダ日産が中国で2桁%減、2026年5月の日系自動車生産はスズキの1人勝ち
コーナーリンク



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。