豊田佐吉が「発明家」から「技術経営者」に進化、豊田喜一郎も登場:トヨタ自動車におけるクルマづくりの変革(9)(5/6 ページ)
6.豊田自動織布工場の設立
さて、佐吉は表9に示したように、特許第18263号の「二丁杼換準備装置」と特許第18548号の「投杼機構二挺杼転換装置」を装備した、図10に示す豊田式鉄製広幅二丁杼動力織機H式を完成させる。
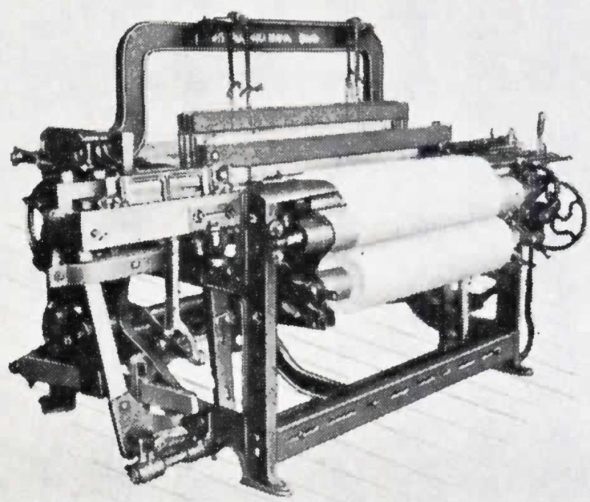 図10 豊田式鉄製広幅二丁杼動力織機H式の外観 出所:豊田自動織機製作所「四十年史」
図10 豊田式鉄製広幅二丁杼動力織機H式の外観 出所:豊田自動織機製作所「四十年史」ここで、表9中の特許でも重要な経糸停止装置の詳細を見ておきたい。この経糸停止装置は、佐吉が1910年(明治43年)3月28日に特許申請し、同年10月8日に特許取得した特許第18663号であり、正式には「ヘルド探知機械式(改良型)たて糸切断自動停止装置」と呼ばれている。
図11に、ヘルド探知機械式(改良型)たて糸切断自動停止装置の模型全景とその機構説明図を示す。この装置は、たて糸を開く部品(金属製ヘルド)で、たて糸切れを検出して、織機を自動停止する装置である。

たて糸が切れると、薄い金属製のヘルドが落下する。このヘルドの落下を機械的に探知し、織機が停止する。探知プレートを綜絖(そうこう、ヘルド)枠ごとに設けることにより作動が安定した。
図11(a)は、トヨタ産業技術記念館に展示されている「ヘルド探知機械式(改良型)たて糸切断自動停止装置」の模型の全景である。
図11(b)に、たて糸が切れる前の模式図を示す。上下する(1)揺動杵に連動し、綜絖枠ごとにとりつけられた(2)探知プレートが前後に揺動する。(3)昇降杵につながる(4)受けは前後連動する。(5)突杵は、(3)昇降杵とともに上昇しながら前進し、(6)受杵の上を通過する。
図11(c)に、たて糸が切れた後の模式図を示す。(7)金属製ヘルドが落下し、(2)探知プレートの揺動が阻止されると、(1)揺動杵が下降途中で止まり、(3)昇降杵につながる(4)受けが衝突し、(3)昇降杵と(5)突杵は上昇を阻止され、(6)受杵に衝突し、起動ハンドルを解除し、織機が止まる。
1911年(明治44年)、関税自主権の回復により、幕末以来の不平等条約が完全撤廃される。「快進社自働車工場」※10)(日産自動車の源流)が東京府東京市麻布区(現在の東京都港区麻布)に設立され、初のエンジンまでも含めた純国産車を開発。米国のシボレー※11)設立。
先述したが、豊田佐吉は欧州を回った後下関を経て帰国した。当時の佐吉には、特に資産というほどのものはなく、発明による信用のみが、金策の唯一のよりどころであった。豊田式織機辞職後は、友人や先輩もにわかに冷淡となり、資金の調達は困難を極めたが、約10カ月にわたる奔走の結果、1911年10月、愛知郡中村大字栄字米田に約3000坪の敷地を買い入れ、金巾※12)製織用の三幅織機200台を据えるための自動織布工場を建設した。
※10)快進社自働車工場(Kwaishinsha Moter Car Works)は、1911年(明治44年)7月1日、愛知県額田郡柱村(現在の同県岡崎市柱町)出身の当時36歳の技術者橋本増治郎が東京府豊多摩郡渋谷町麻布広尾88番地に創立した日本初の国産自動車メーカー。いすゞ自動車、日産自動車それぞれの前身の一つとなった企業。日本初の国産乗用車、エンジンを含めた日本の純国産自動車の1号車を手掛けた。1914年(大正3年)、上野で開催された東京大正博覧会に、V型2気筒10馬力エンジンで3人乗り、最高速度は時速32kmの「脱兎号(DAT CAR)」を出品し、銅牌を受賞。「DAT」とは、田健治郎(後の第8代台湾総督)、青山禄郎(後の安中電機製作所(現在のアンリツ)社長)、竹内明太郎(後のコマツの創業者)のイニシャル。1918年(大正7年)、橋本は東京府北豊島郡長崎村3923番地(現在の東京都豊島区長崎5丁目)に資本金60万円の「株式会社快進社」を設立。直列4気筒15馬力エンジンで5人乗り、セルフスターター付きのダット41型を生産した。
※11)シボレー(Chevrolet)は、スイス生まれのレーサー兼エンジニアのルイ・ジョセフ・シボレー(1878〜1941年)が、ゼネラルモーターズ(GM)の創業者ウィリアム・C・デュラントらとともに米国デトロイトで創立した自動車メーカー。GMが製造/販売する自動車のブランドである。略称はシェビー(Chevy)。シボレーは欧州風のデザインと性能の高さが受け入れられ、瞬く間に人気車となった。資金を手にしたデュラントは、自社株とGM株の交換を呼びかけ、過半を押さえて経営権を奪取。1916年に社長に就任する。シボレーもGMの一部門になり、デュラントは再び拡大路線を推進する。
※12)金巾(カナキン)とは、ポルトガル語のcanequimの異表記。カネキン、カネキヌが原語で、堅く縒(よ)った糸で織った、目の細かい、薄地の綿布。普通平織で、二七番手以上の綿糸を使う。使用糸の番手に従って呼び方も種々あり、用途も広い。敷布、裏地、肌着用。キャラコ、プリント、クロス、モスリン、パーケルの呼び名もある。
表10に、豊田自動織布工場の概要を示す。豊田佐吉が1911年(明治44年)に建設に着手し、1912年(大正元年)に本格稼働した豊田自動織布工場は、後の豊田紡織の中核となる重要な工場である。この工場は、佐吉がそれまで開発してきた自動織機を本格的に市場投入/実用化するために設立された。
| 項目 | 内容 |
|---|---|
| 工場名 | 豊田自動織布工場 |
| 建設着手 | 1911年(明治44年)10月 |
| 本格稼働 | 1912年(大正元年)9月 |
| 所在地 | 愛知郡中村大字栄1字米田(現材の名古屋市西区則武新町4丁目) |
| 資本金 | 記録なし(豊田佐吉の個人事業として設立) |
| 経営陣 | 豊田佐吉が発明と工場経営を主導 |
| 工場設備 | 稼働当初:織機100台(後の1913年1月に200台に増強) |
| 敷地面積 | 約3000坪(約9900m2) |
| 主な事業内容 | 自動織機を用いた織布生産と、織機の実用試験/改良 |
| 特筆事項 | ・佐吉が自動織機の研究のために経済的自立を目指した拠点 ・1918年(大正7年)に豊田紡織設立の基盤となった |
| 表10 豊田自動織布工場の概要 | |
補足事項としては、経営の変遷により、それまでの事業実績を基に1918年(大正7年)1月、「豊田紡織株式会社」が正式に設立され、佐吉の事業は法人化された。なお、佐吉の豊田自動織布工場設置の意図は、自身の発明した自動織機の性能を世に問うために、織機を販売するだけでなく、自ら織布工場を経営し、その高能率と高品質を証明することにあった。そして、研究を継続するため、工場を経営しながらも、佐吉は家族をまとめて竹平町からこの工場内に移り住み、従業員と寝食をともにし、さらに能率の高い織機の開発(後のG型自動織機)に没頭した。
図12に示すように、1912年9月に「豊田自動織布工場」として完成し、本格的に稼働を開始した。自動杼換装置の改良にも取り組んだ。織布工場には紡績工場も併設し、1911年〜1914年の間で100台から200台まで織機台数を増やして事業を拡大した。
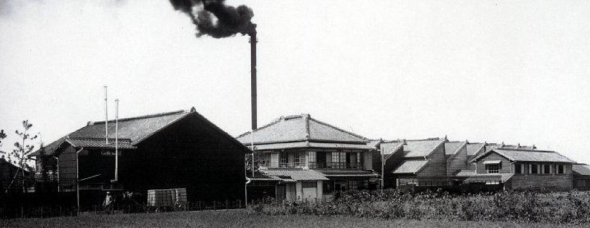 図12 豊田自動織布工場の外観 出所:トヨタ自動車、トヨタ産業技術記念館
図12 豊田自動織布工場の外観 出所:トヨタ自動車、トヨタ産業技術記念館なお、豊田式織機は第一次世界大戦中の1916年(大正5年)、ついに紡績機械メーカーの木本鉄工所を買収した。その後紡機プラントの国産化に努め、1922年(大正11年)には混打綿機から精紡機に至るまでの紡績機械を完成した。
また、佐吉の長男である豊田喜一郎は1921年(大正10年)以降、自動織機について集中的に研究を行い、杼換機構(特許第65156号)や安全機構、緯管探り機構などを発明した。その結果、大正期末には自動織機の完成形となるG型自動織機の完成につなげた。
1912年(明治45年/大正元年)、第11回衆議院議員総選挙。第一次護憲運動(憲政擁護運動)。7月30日、明治天皇崩御、皇太子嘉仁親王が大正天皇に即位、元号が「大正」に改元。明治天皇の大喪の礼。桂太郎、第3次桂内閣成立。憲政擁護会が結成。友愛会結成。火力発電を抜いて水力発電量が第1位になる。6月、白楊社※13)設立。フォードが量産ラインにベルトコンベヤー方式※14)を採用。
※13)白楊社は、1912年(明治45年/大正元年)に豊川順弥が、趣味的な研究や工作機械の製造を目的として、東京府の巣鴨に設立。当初は、ジャイロコンパスの研究や、工業用の模型などの製造を主な事業としていた。後に、自動車の製造販売も開始し、1921年に国産乗用車「アレス(ALES)号」を2種製作。翌1922年の平和記念東京博覧会に出品し、銀賞を受賞。1924年に「オートモ号」を試作。
※14)フォードが量産ラインに採用したベルトコンベヤー方式は、フォードシステム(Ford system)とも呼ばれ、1913年にフォードが世界で初めて発明した生産方式である。コンベヤーを生産ラインに導入し、分業化の促進によって製造にかかる時間を減らした。従来は、自動車1台を組み上げるのに2〜3人の工員が数日かけて行っていた。つまり、製品が静止(固定)して人(作業者)が移動して部品を組み立て/加工していた。これを静止組立法(moving assembly method)という。これに対して、フォードシステムは、組み立てられる製品が組み立て作業を行う人の間を移動し、順次に部品の装着と必要な加工(溶接など)を受けて製品を完成する方法である。これを移動組立法(moving assembly method)という。ちなみに、コンベヤー(conveyor)とは、物を連続的に一定の距離だけ運搬する自動装置。人を工程順に配置し、各工程の作業時間を均等化し、各工程間をコンベヤーで連結すると、生産工程全体が同調する極めて能率的な生産システムとなる。フォードは、第一に部品の互換性を確保して、流れ作業に適するように機械部品、工具、機械類においても寸法、形状など多くの改良を行った。その結果、品質の向上、価格の低減ができた。第二は分業である。フォードでは仕事を細かく分け、1つ1つの仕事は比較的単純なものとした。従って、長年の経験や熟練は大して必要としなかった。コンベヤーに乗って移動する部品に、決まった作業を短時間で終えるためには複雑な仕事はできないので、1人の行う仕事は単純なものにする必要があった。コンベヤーシステムは人の怠業を一掃し、工場全体をシステム化し生産性の向上に役立った。そのため、このような方法は機械工場のみならず各方面で採用された。一方、働く人の人間性を無視した方法であるという非難の声も出てきた。しかし、生産性を考えると、今日でもこの方法に勝るものは実現していない。ベルトコンベヤーシステムはフレデリック・テイラーによって理論付けられて、合理的な流れ作業による生産性の向上は「テイラーシステム(Taylor System)」、あるいは「フォーディズム(Fordism)」とも呼ばれる。フォードシステム導入の背景となる、1908年に発売したフォードT型の生産方式の最大の特徴は、各パーツ生産を厳密に管理して互換性を高めて部品の規格化を図り、品質を統一し、さらに流れ作業によって作業時間を大幅に短縮し、コストダウンを実現したことである。それによって、販売価格を大幅に引き下げ、庶民の手が届く低価格な大衆車を提供した。その結果、1909年にフォードのピケットロード工場で生産されたフォードT型は、年間生産1万8000台を突破。1911年には、なんと7万台以上の年間生産を実現した。1914年に販売台数は25万台を超え、1916年に最も安価なモデルの価格を360ドルまで下げ、販売台数は47万2千台に達した。
図12に示したように、豊田自動織布工場が完成し本格的に稼働を開始した。本来なら織機200台を設置できる工場であったが、資金不足のため、織幅51インチ(129.5cm)の普通織機92台、自動織機8台の合計100台と、予定の半分しか織機を導入できなかった。そのため、設備資金の調達を目的に、特許権の譲渡を豊田式織機に申し入れた。当初の契約では、「1割配当後の利益の3分の1を特許使用料として佐吉に支払う」とされていたが、豊田式織機は一度も1割配当を達成しておらず、佐吉は特許使用料を一度も受け取っていなかった。1912年10月に特許権全てを8万円で豊田式織機へ譲渡する契約を結び、翌1913年1月に支払いが完了。この資金で織機を買い増し、豊田自動織布工場の織機台数を目標の200台とし、自動織機の試験用を兼ねて紡績工場の併設を進めた。その建設資金は、三井物産重役藤野亀之助※15)の資金提供(6万円)や、「自動織布工場を抵当に入れ、日本勧業銀行から6.5万円を借り入れ、また紡機その他の機械類は、三井物産から3カ年の年賦で買い入れる契約」によった。
※15)藤野亀之助(1867〜1920年)は、日本の埼玉県で生まれた実業家。商法講習所(現在の一橋大学)で外国語を学ぶ。三井物産で、綿糸部主任、大阪支店次長、大阪支店長、大阪商業会議所特別議員も務めた。また、豊田佐吉の豊田式織機事業を推進し、豊田式織機相談役を務めた。1915年、大阪株式取引所理事長、大阪電気軌道取締役、電気化学工業監査役。1917年、王子製紙取締役。1918年豊田紡織取締役。1919年大日本セルロイド取締役。
また、豊田佐吉は1912年5月16日、日本帝国から藍綬褒章と「日本帝国褒章之記」を授与された。
Copyright © ITmedia, Inc. All Rights Reserved.
モビリティの記事ランキング
- BYDの軽EV「ラッコ」は世界初の軽SDV、新開発の「X-PACK」に電動システムを統合
- 日産が新型「エルグランド」を発売、「AUTECH」は8月上旬に市場投入へ
- 音響通信と自動着水で目指す「海空無人探査ソリューション」とは何か
- 中国の自動車メーカーとテスラに競争力があるのは「合理性が高い」から
- テラチャージやFLASH、テスラなど 熊本地震によるEV充電器の無償開放拠点まとめ
- 矢崎総業がイノベーション拠点を公開、労働集約型モノづくりのスマート化に向け
- 芝浦工業大学、「曲がりたい」と「転びそう」を判別する二輪車制御技術を開発
- ローカル5Gを活用した自動運転実証試験を宮古島で実施
- 自動運転スタートアップのティアフォーが上場、車載半導体のオープン化も視野に
- トヨタホンダ日産が中国で2桁%減、2026年5月の日系自動車生産はスズキの1人勝ち
コーナーリンク



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。