ミマキのフルカラー3Dプリンタは2017年11月発売、滑らかで美しい造形が可能:3Dプリンタニュース(2/2 ページ)
同製品による造形物の内部には、一番下にホワイトインクの層、その上にカラーインク層が形成される。不透明なホワイトインク層が透明なカラーインク層を透過してきた外光を反射することで、鮮やかな発色が実現するという(以下の図)。
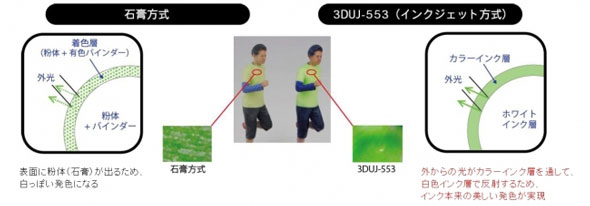 粉末石こう方式との比較(出典:ミマキエンジニアリング)
粉末石こう方式との比較(出典:ミマキエンジニアリング)現状の技術では、白で内部を造形して表面にカラー層を乗せていくため、内部でも任意のカラーを表現するような、いわゆる“金太郎アメ”状の形状は作れない。
Adobe Photoshopでミマキのカラーマネジメントソフト「Mimaki Profile Master 3(MPM3)」(オプション)を利用すれば、カラーシミュレートプロファイルを適用することで、PCのモニター上で造形後の色を確認可能だ。
造形モードは高精細、標準、高速の3種類を備える。積層ピッチは、高精細モードが22μm。標準で32μm、高速で42μm。同社の検証によれば、高速モードで解像度が600×300×600dpiの場合、10mm角の立方体の造形が1.2時間、171×184×105mmのドラゴン(竜)のフィギュアの造形が17.9時間、500×500×300mmと造形エリアをフルで使用した造形が137.7時間だとしている。
 各モードの造形時間比較(出典:ミマキエンジニアリング)
各モードの造形時間比較(出典:ミマキエンジニアリング)同社が長年にわたり業務用2Dプリンタで培ってきた波形コントロール技術と高精度なインク吐出技術により、正確にインク着弾させることで、高精細な造形を実現した。同社のバリアブルドット機能により、常に最適なドロップサイズによる造形ができ、粒状感(ざらつき)が少なく、美しいグラデーション表現が可能だという。
造形材料はアクリル系樹脂を採用し、ドリルによる穴あけやタップ加工にも耐え得る強度を確保できる。オーバーコートがかけられるため、表面をより滑らかにし、耐候性を高めることも可能だ。サポート材料は水溶性で、造形後に除去層内の水に漬け込むことで簡単に除去できる。
紫外線の光源にはLEDを採用し長寿命と省電力をかなえる。光源点灯のための起動時間が不要だ。造形時における熱の影響も少なくなるメリットがある。
 今回、新製品について説明したミマキエンジニアリング グローバルマーケティング部 プロモーショングループ 所康武氏
今回、新製品について説明したミマキエンジニアリング グローバルマーケティング部 プロモーショングループ 所康武氏装置内部でインクを循環させることで、プリントヘッドの顔料の沈殿を防止し、「ノズル抜け」(印刷に白筋が出る)の要因になる気泡も除去可能だ(循環ヘッド)。装置に実装された「NCU(Nozzle Check Unit)」では赤外線センサーを用いたノズルの状態監視を行う。ノズル抜けを検知すると自動でクリーニングを実施する。ノズル状態の確認タイミングは、造形データや時間ごとで設定できる。「造形監視用カメラユニット」では3Dプリンタの動作状況や造形の進捗状況の遠隔監視ができる。
ミマキは長野県東御市に本社を置く、国産業務用インクジェットプリンタやカッティングプロッターの開発元。A0やA1など大判の図面を印刷する国産大型プロッターのメーカーとしてもよく知られてきた。今回の新製品発表プレスカンファレンスでは、同社の業務用UVインクジェットプリンタ「UCJV300/150」と、ラミネーター「LA-140W/160W」についても紹介した。
関連記事
 1000万色フルカラー3Dプリンタがついに発売へ、印刷業界で培った色表現に優位性
1000万色フルカラー3Dプリンタがついに発売へ、印刷業界で培った色表現に優位性
ミマキエンジニアリングがUV硬化インクジェット方式3Dプリンタ「3DUJ-P(仮)」を2017年内に発売する。広告や看板などに用いられる2Dの産業用プリンタで培った技術を基に、3Dプリンタでありながら1000万色以上のフルカラー造形を実現した。本体価格は1500万〜2000万円を想定している。 世界初、1000万色フルカラーUV硬化インクジェット方式3Dプリンタの実力
世界初、1000万色フルカラーUV硬化インクジェット方式3Dプリンタの実力
ミマキエンジニアリングは、開発中のフルカラーUV硬化インクジェット方式3Dプリンタの試作機を用いた「フルカラー3Dプリントサービス」を、子会社であるグラフィッククリエーションが開始したことを発表した。 PLA、PEI、ABS、そしてABSライク? 3Dプリンタ材料いろいろ
PLA、PEI、ABS、そしてABSライク? 3Dプリンタ材料いろいろ
ママさん設計者と一緒に、設計実務でよく用いられる機械材料の基本と、試作の際に押さえておきたい選定ポイントと注意点を学んでいきましょう。今回は、3Dプリンタの材料をいろいろ紹介します。 フルカラー/マルチマテリアル対応の3Dプリンタを発売
フルカラー/マルチマテリアル対応の3Dプリンタを発売
ストラタシス・ジャパンは、フルカラーでマルチマテリアル対応の3Dプリンタ「Stratasys J750」の日本国内での販売を開始した。塗装や組み付けなどのポストプロセスを必要とせず、作業を効率化できる。 フルカラー樹脂、マルチマテリアル、小型SLAの3Dプリンタ、日本初披露――3D Systems
フルカラー樹脂、マルチマテリアル、小型SLAの3Dプリンタ、日本初披露――3D Systems
米3D Systems新製品、フルカラープラスチック3Dプリンタ「ProJet 4500」、マルチマテリアル3Dプリンタ「ProJet 5500X」、マイクロSLA 3Dプリンタ「ProJet 1200」の3機種が、日本国内で初披露された。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。