ギガキャストを可能にした「ギガプレス」の開発企業と動作サイクルを深掘りする:いまさら聞けないギガキャスト入門(4)(4/5 ページ)
(5)キャビティ内真空処理
ギガプレス(OL6200CSなど)におけるクランプ(型締め/保圧)ユニットの機構と動作は、典型的なHPDC(高圧ダイカスト)である。HPDCには以下のに挙げる欠点がある。
- 多孔性の問題:HPDC部品は多孔性欠陥が発生しやすく、機械的特性と構造的完全性に影響を及ぼす可能性がある。多孔性を最小限に抑え、部品の品質を確保するには、適切なプロセス制御と最適化が必要
- 設計上の制限:HPDCでは、特にドラフト角度、壁の厚さ、パーティングラインに関して設計上の制約が課せられる。鋳造プロセスの要件を満たすために設計の変更が必要になる場合があり、設計の繰り返しとコストがさらに発生する
- 環境への配慮:HPDCでは高圧機械と溶解炉が使用され、エネルギーが消費され、排出物が発生する。HPDCの環境への影響を軽減するには、スクラップ金属のリサイクルやエネルギー使用の最適化などの持続可能な慣行が不可欠
特に、上記1.の多孔性欠陥が発生しやすことが最大の問題で、これを解決するために行っているのが金型のキャビティ内の真空処理である。
図10に、ダイカスト成形機の固定側プラテン内に組み込まれた真空ポンプ装置の役割を示す。「金型内の空気やガスを排出し、キャビティ内を減圧(真空状態)にすること」で、鋳造品質を大きく向上させることができる。以下にその仕組みを簡単に見ておこう。
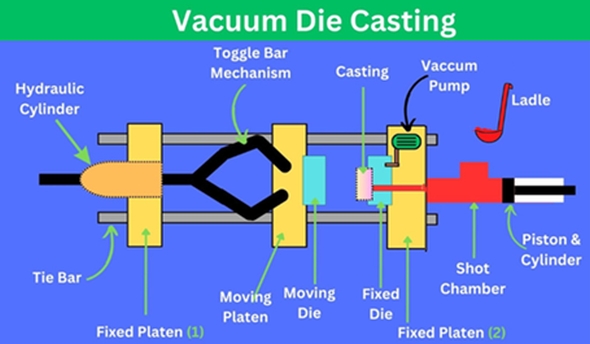 図10 ダイカスト成形機における真空ポンプ装置の役割 出所:
図10 ダイカスト成形機における真空ポンプ装置の役割 出所:- 金型内の空気/ガスの除去
- 溶湯(アルミや亜鉛など)が高速で金型内に流入すると、内部に空気やガスが巻き込まれやすくなる
- 真空ポンプは、鋳込み直前または同時に金型内の空気を吸引し、ガス巻き込み(気泡/ブローホール)を防止する
- 鋳造欠陥の低減
- 真空化により空気の混入が少なくなるため、以下に挙げるような欠陥の発生を抑制する
- ブローホール(気泡)
- ピンホール(微細な空隙)
- 焼付き/ガスだまりなど
- 真空化により空気の混入が少なくなるため、以下に挙げるような欠陥の発生を抑制する
- 充填性の向上
- キャビティ内の圧力が低い状態になるため、溶湯がよりスムーズに隅々まで流れ込み、複雑形状や薄肉部の成形性が向上する
- 機械的強度/表面品質の向上
- 気泡や酸化膜の混入が減ることで、以下の利点が得られる
- 密度の高い鋳物
- 良好な機械的強度
- 滑らかな表面
- 気泡や酸化膜の混入が減ることで、以下の利点が得られる
- 後加工/塗装性の改善
- 造欠陥が少なくなるため、後工程(切削/表面処理/塗装など)の品質安定にもつながる
さて、ここで真空(減圧)ダイカスト法と高真空ダイカスト法の比較について見ておく。
真空度30k〜50kPaは、「ほぼ半減圧」レベルであり、溶湯の噴出や高速射出時の吸気を十分防げない。そのため、鋳造品内には依然として、気体(ガス)残留が多く、欠陥発生を誘発し、機械的強度や溶接性を損なう要因になっていた。
これまではこの程度の真空度が性能限界だったが、後に高真空ダイカスト(例:1kPa以下)が開発され、製品内ガス量を1cc/100gAl以下にまで低減できるようになった。高真空ダイカスト法では、ほぼ完全な脱気ができ、鋳造欠陥もほぼゼロになった。なお、真空ポンプ装置性能が真空度の高低に影響し、結果的に製品の性能を左右することになる。
表6に、従来の真空(減圧)ダイカスト法と高真空ダイカスト法の比較を示す。この表6から、圧力/ガス量/鋳造品強度/適用例を含め技術的な特徴がひと目で分かるだろう。
| 項目 | 従来の真空(減圧)ダイカスト法 | 高真空ダイカスト法(例:IDRAのOL6200CSなど) |
|---|---|---|
| キャビティ内真空度 | 約30k〜50kPa(絶対圧)=約0.3〜0.5気圧 | 約0.5k〜1kPa(絶対圧)=約0.005〜0.01気圧 |
| 脱気性能(空気排出効率) | 限定的(射出初期の空気を十分に除去できない) | 非常に高い(溶湯流入時の空気をほぼ完全に排出) |
| 製品内ガス量 | 約10〜40cc/100gAl | 約0.5〜2cc/100gAl |
| 鋳造品の内部欠陥(ブローホールなど) | 多い(特に肉厚部/流動末端部に発生) | 極めて少ない(溶湯の密度が高く、気泡がほぼ除去) |
| 鋳造品の機械的強度 | 引っ張り強さ:150M〜200MPa程度 | 引っ張り強さ:250M〜300MPa程度(T6処理でさらに上昇) |
| 溶接性/熱処理性 | 不良(ガス残留により割れや膨張が発生) | 良好(T6などの熱処理が可能、溶接も安定) |
| 設備構成 | 通常の真空ポンプ+簡易バルブ構成 | 高真空ポンプ(ルーツ+油回転式など)+高速真空弁+センサー制御 |
| 適用部品例 | 小型/中型部品(トランスミッションケース、エンジンカバーなど) | 大型構造部品(EVボディーの一体成形、メガキャスティング) |
| 代表的な適用企業 | 従来の自動車メーカー、家電/機械部品など | テスラ、トヨタ自動車、ボルボ、現代自動車など(EVの構造部品で採用) |
| 表6 真空(減圧)ダイカスト法と高真空ダイカスト法の比較 | ||
さて、話を元に戻す。密閉金型内の、キャビティ内の真空は、後述するスイスのFondarex(フォンダレックス)製の4000リットルのタンクを使用して実現される。
IDRAのギガプレスの構成では、真空装置分野はFSAの他メンバーと協調提供される構成が採られており、その中で真空システムの供給はFondarexが参画していることは、前回説明した。従って、OL6200CSにも、Fondarex製の“ModularCell4000L”クラス真空システムが採用されている。
表7に、Fondarex製の真空システムの仕様例/設計要点を示す。
| 項目 | 仕様例/公表内容 | 意味/補足 |
|---|---|---|
| タンク容量 | 4000リットル | HPDC用真空タンクとして使用例あり |
| チャネル数 | 6チャネル | 真空チャネルを複数設け、型腔/射出スリーブ用など個別制御可能と説明 |
| モジュール構成 | モジュラー設計 | 真空ユニットをモジュール化し、チャネル追加/拡張対応可能設計 |
| 各チャネル独立制御 | 各チャネルにバルブ/制御機構 | 各チャネルの吸引タイミング/吸引度合いを個別制御できる設計 |
| 真空監視/計測 | 各チャネル/タンク真空測定、流量計、吸気流量制御 | 真空プロセス制御/モニター性を重視する統合設計 |
| 表7 Fondarex製真空システムの仕様例/設計要点 出所:Fondarex | ||
顧客の要件を満たす最適な真空を実現するために、Fondarexのエンジニアは真空チャンネルの数をさらに開発/増加し、真空ポンプのタンク容量を増加させた。同時に、より強力な吸引量を備えた新しいチルベント、機械式および油圧式バルブも開発した。
図11(a)に示す真空システム「MODULAR CELL 6C 4000リットルタンク」は、スイスのサン=レジエにある製作所でつくられ、現在、世界初の6台のギガプレスに装備されている。この機械の極めて高いモジュール性により、金型に接続された6つの完全独立した真空チャネルを備え、1つのチャネルをショートスリーブ専用に設定することで、エンドユーザーのあらゆるニーズに対応することが可能となった。この真空システムの優れた排気能力により、数年前には考えられなかった大型構造キャスティングの生産が可能となり、さらに大きなキャスティングにも対応できる。

真空ダイカストには、高圧力ダイカスト工程と真空技術の両方の完全な習熟が必要で、漏れや誤ったパラメータ設定、さらには真空システムの寸法や統合の不適切さなど、いかなる逸脱も鋳造部品の品質に大きな影響を及ぼす可能性がある。各プロジェクトは金型の分析から始まる。
真空応用の専門家としてのFondarexは、図11(b)に示すようにゲーティングシステムの設計、真空チャネルの配置、プロジェクトおよび顧客のニーズに応じた真空装置(真空バルブやチルブロックなど)、鋳造部品および技術要件に応じた真空システム投資の観点から、どの戦略がセットアップに最も適しているかを検討することが重要だと考えている。
キャビティ内部/金型内部をある程度真空引きすることにより、鋳造時の気泡やガス混入を抑制できる(図12)。真空ポンプやバッファータンクなどを使い、金型キャビティ内部の空間を減圧状態にする。

Copyright © ITmedia, Inc. All Rights Reserved.
モビリティの記事ランキング
- スズキの「R06A型」エンジン搭載車50万台がリコール、「スペーシア」など
- トヨタホンダ日産が中国で2桁%減、2026年5月の日系自動車生産はスズキの1人勝ち
- 小型EV「コムス」がリコール、パーキングブレーキの不具合に新たな原因が判明
- スパイバーはなぜクールジャパン機構の出資を受けていたのか
- バッテリーに不具合 ダイハツ「ハイゼット トラック」など約30万台がリコール
- 横浜ゴム、ナノレベルでゴムとスチールコードの接着/劣化抑制原理を解明
- 2026年のCHAdeMOの現在地と、今後に向けて提案したい2つの指針
- 日産「e-POWER」搭載車約60万台がリコール、「ノート」「エクストレイル」など
- ジムニーのMT仕様車がリコール、エンスト時に不具合起こす恐れ
- 新型「CX-5」のコックピットは3つのECUを統合、パナソニックオートの「CDC」で
コーナーリンク



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。