“モノづくりの神髄”を理解すれば、必ず原価は下げられる!【中編】:実践! IE;磐石モノづくりの革新的原価低減手法(13)(3/4 ページ)
3.「必要なモノを必要な時に、必要なだけ造る」から、トヨタ生産方式の神髄を考える
「トヨタ生産方式」や「JIT生産方式」の理念は、「必要なモノを必要な時に、必要なだけ造る」であるといわれています。この意味をより深く掘り下げて考えることによって、これからのモノづくりの在り方が見えてきます。「必要なモノを必要な時に、必要なだけ造る」は、逆説的に考えると次のように言い換えることができます。
- 顧客(次工程も含む)が必要としないモノは造らない
- 顧客(次工程も含む)が必要としない時には、モノを渡さない
- 顧客(次工程も含む)が必要としない量(個数)は造らない
さらに、これらの条件を満たすモノの造り方は、以下の2点に要約することができます。例えば、“顧客(次工程も含む)が必要としないモノは造らない”ということは、“顧客(次工程も含む)の指示でモノを造る”ということになります。
- 顧客(次工程も含む)の指示でモノを造る
- 顧客(次工程も含む)に同期させてモノを造る
これら2点について、果たして、それぞれどのようなモノの造り方をすれば、この状態を満たせるのでしょうか。これらが意味することへの理解が、自社流の「トヨタ生産方式」の構築につながっていきます。そして、自社の製品に適合した新たな生産方式の構築に向けて、いろいろな知恵を出していくことが大切です。
3.1 「顧客(次工程も含む)の指示でモノを造る」とは
次工程にはさらなる次工程があるので、結局のところ、最終工程(顧客)の指示でモノを造るということになります。このことが、いわゆる「後工程引き取り」の考え方です。
参考ですが、「トヨタ生産方式」では、モノの管理とその引き取り情報の伝達、引き取り手段として、“カンバン”というツールが使われます。
3.2 「顧客(次工程も含む)に同期させてモノを造る」とは
同期生産(Synchronization Production System)とは、関連する全ての工程が、造るタイミングを合わせて、所要量を生産していくことをいいます。同期生産は、モノをためないで造る生産方式で、各工程が同期化されていれば、工程間の仕掛かり品は限りなくゼロに近づき、製造現場の仕掛かり量が極めて低く抑えられることになります。
コンベアによるライン生産方式は典型的な同期生産システムであるといえますが、コンベアのように工程が物理的に連結されていなくても、いろいろな工夫によって同期生産の構築は十分に可能です。
「顧客(次工程も含む)に同期させてモノを造る」システムを構築するためには、全行程がタクトタイムで造る、いわゆる同期化と、加工時間が製造リードタイムとなる“流れで造る”ことが必要になってきます。次に、この「タクトタイムで造る」と「流れで造る」ということについて説明していきます。
(1)全行程がタクトタイムで造る
タクトタイム(T.T;Tact Time)の算出式は、前回の前編でも触れていますが、式(3)の通りです。
- タクトタイム(T.T)=1日の所定稼働時間÷1日の生産必要量……(3)
タクトタイムは、保有する生産能力で算出するのではなく、顧客からの1日当たりの要求量と稼働時間によって算出します。換言すれば、どのくらいの時間間隔で生産すれば、所定時間内でその日の生産必要量が終了するかという値のことです。そして、算出されたタクトタイムで生産できるように必要な設備や人員を整えなければなりません。
図1の「ベース組立」を例にタクトタイムを算出してみましょう。算出されたタクトタイムで全ての工程が同期して製造できればモノがたまらない生産体制の構築を実現できます(1日の所定時間は480分とする)。
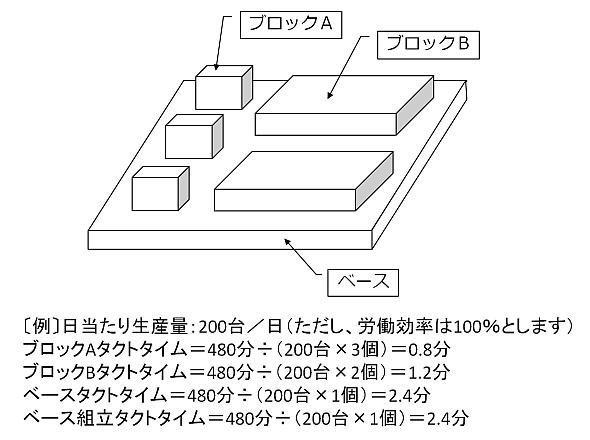 図1 「ベース組立」におけるタクトタイム
図1 「ベース組立」におけるタクトタイムCopyright © ITmedia, Inc. All Rights Reserved.
製造マネジメントの記事ランキング
- 「環境に良いことしかやらない」 MIRAI-LABOはなぜ独自製品を生み出せるのか
- マツダのモータースポーツの“聖地”は深川に、新たなブランド体験拠点を開設
- 地震、台風、有事の寸断――日本のサプライチェーン危機管理を変えるとき
- 自動車14社が参画、CLOとAI連携で“フィジカルインターネット”実現へ
- 三井不動産がデータセンターに6000億円超投資、物流の枠超え「産業デベロッパー」へ
- データはあるのになぜ使えない? 日本の製造業に必要な「データ活用基盤」
- 投資は多いのに稼げない、日本製造業の投資先を分析する
- 現場が求めるAIと、ITベンダーが提案するAIの「ズレ」
- 見えない仕事を可視化する「自己申告法」と間接業務を効率化する「帳票分析法」
- USBメモリだけではない、身近なUSB機器に潜むリスク
コーナーリンク





![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。