CNCの誕生〜第1期 工作機械にコンピュータが搭載されるまで:CNC発展の歴史からひもとく工作機械の制御技術(2)(2/4 ページ)
基本機能
初めての数値制御装置が登場した後も開発は続き、NCに基本的な機能が備わっていく。そもそもNCの根幹となる機能は、数値演算部、データ保持部、サーボ制御部の3つである。
まず、数値演算部の進化については、1959年に3軸のNCフライス盤向けとしてファナックにより開発された「FANUC 201A」というNC装置を挙げておきたい(図3)。
これは日立精機のNCフライス盤に装着されて、三菱重工業に納入されたという。複数軸を対象としてNCフライス盤の制御を実現したことに加え、初めてNC装置が実用化されたということから画期的であったといえるだろう。
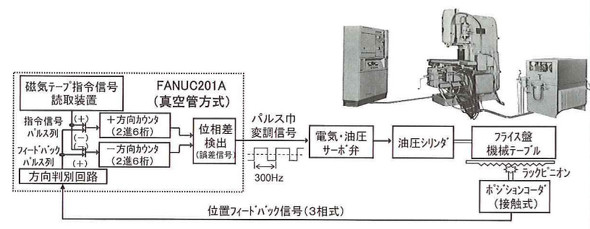 図3:1959年にファナックが開発したNC装置「FANUC 201A」およびそれを搭載したNCフライス盤[クリックで外部サイトにリンク]出典:精密工学会「第5回 精密工学会国際賞 稲葉清右衛門氏 記念講演資料」より
図3:1959年にファナックが開発したNC装置「FANUC 201A」およびそれを搭載したNCフライス盤[クリックで外部サイトにリンク]出典:精密工学会「第5回 精密工学会国際賞 稲葉清右衛門氏 記念講演資料」よりこれに続いて、データ保持部についても進化が見られる。
この時期のNCはデータ保持部を有しておらず、読み取り装置を用いて外部のテープなどに記録したデータを読み取り、数値演算部への入力としていた。初期にはこれに磁気テープが用いられており、パルス出力の指令情報そのものをテープに記録したものであった。 しかし、当時の磁気テープは信頼性が低く、パルス指令を作成するためにも専用の計算機が必要で不便であったという。そこで、1961年にファナックにより開発された「FANUC 220」というNC装置では紙テープが採用された(図4)。
これは、加工プログラムに相当する情報をビット化し、紙のテープにパンチして穴をあけ、NC装置に付属する読み取り装置を用いて入力するという方式である。このNC装置は3軸のフライス盤を対象に、紙テープから入力された加工プログラムに対して直線および円弧の補間機能を持っていたこと、工具径を補正する機能を持っていたことなどが特徴であった。
つまり、直線と円弧を組み合わせた「手作業で加工することが困難な形状加工」の自動化を実現したものである。NC装置がようやく手作業での加工を超える機能を備え始めたと考えられる。
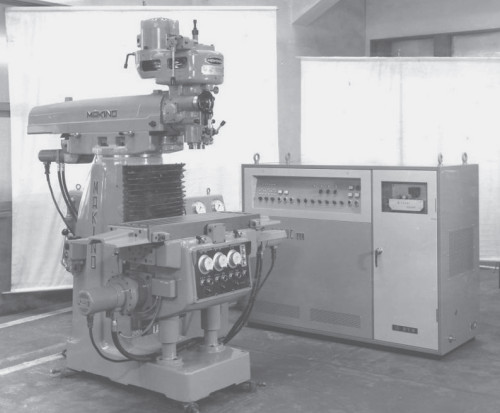 図4:1961年にファナックが開発したNC装置「FANUC 220」およびそれを搭載したNCフライス盤[クリックで外部サイトへリンク]出所:電気学会「でんきの礎 第6回顕彰 NC装置(数値制御装置)」より
図4:1961年にファナックが開発したNC装置「FANUC 220」およびそれを搭載したNCフライス盤[クリックで外部サイトへリンク]出所:電気学会「でんきの礎 第6回顕彰 NC装置(数値制御装置)」よりさらに、サーボ制御部についても触れておきたい。
まず、数値制御装置からの指令は電気信号であるため、軸を駆動するには電気モータを使用するのが最も相性が良い。しかし、初期のNCの時代においては、電気モータの出力が工作機械の駆動軸にはまだ不十分であった。
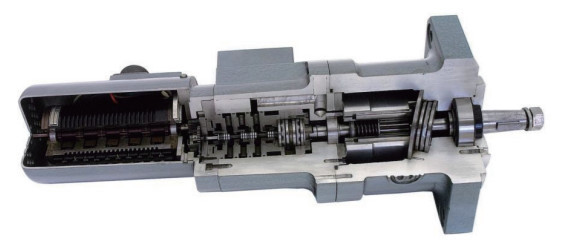
そこで、1959年にファナックは電気・油圧パルスモータを開発する(図5)。これは、NC装置からはパルス信号を出力し、それにより電気モータを動作させて油圧調整ノズルを操作し、油圧モータが実際の駆動軸を動作させるというものである。
先に説明した「FANUC 220」においてもこの電気・油圧パルスモータが搭載されており、この時代のNC工作機械を支える技術となっていた。NC装置内のサーボ制御部としては、数値演算部からの指令パルスを受けて電気モータに出力するパルスモータ駆動回路のみであった。
最終的には油圧モータにて動作するため、サーボ制御部へのフィードバックを持たないオープンループ方式となっていた。その後の1970年代には出力を向上させた電気モータが登場し、工作機械に用いられるようになる。さらに、サーボ制御部には、モータの角度を検出して目標と異なる場合には電圧を出力するというアナログサーボ制御が搭載されるようになった。
以上のように、NCの根幹となる数値演算部、データ保持部、サーボ制御部において基本的な機能が備わっていったのである。
Copyright © ITmedia, Inc. All Rights Reserved.
Factory Automationの記事ランキング
- 令和8年熊本地震による工場への影響まとめ
- 異例ヒット? 使い勝手にこだわったオムロンの“オープンな”IO-Linkマスター
- マツダが挑む設備保全DX、AIやIoTで自動車工場内火力発電所の現地点検ゼロへ
- いざ「Re:Nissan」実現へ、日産栃木工場が挑んだ「生産体制の比例化」
- 10年タイで暮らした自分が4年ぶりに現地を訪れたら……
- 機械業界の他社けん制力ランキング2025発表
- データだけ見ても人は動かない ヤマ発製造DXの失敗が生んだ現場サイエンティスト
- 自律走行ロボット第2世代 連続稼働時間3.6倍、他社製品との連携も可能
- 次なる産業革命へ、トップはかく語りき NVIDIA/富士通/ファナック/安川/川重
- 判定はエッジAIで完結/既存カメラをAI化、TDKの産業用ソリューション
コーナーリンク




![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。