切削加工に必要な9つのモノと完成の喜びと、気まぐれでそっけないアイツ:ママさん設計者がやさしく教える「CNCフライス超入門」(6)(4/6 ページ)
切削加工タイム始まるよ
それでは、勇気を持って実行ボタン(図18)を押しましょう。
 図18:実行ボタンをぽちっと
図18:実行ボタンをぽちっと切削が始まると、実行ボタンは一時停止ボタンに変わります。本番では高速で回転する刃物が縦横無尽に動いて危険ですから、むやみに手を出さないようにしてください。万が一、加工中にエンドミルが折れたとか、材料の固定が甘くてワークがずれたなどのトラブルが発生したら、慌てずに一時停止ボタン(図19)で機械を止めてから処置をしましょう。
 図19:一時停止のボタン
図19:一時停止のボタンさあ! 切削本番のはじまりです。外周スリット部の荒加工からスタート!(図20)
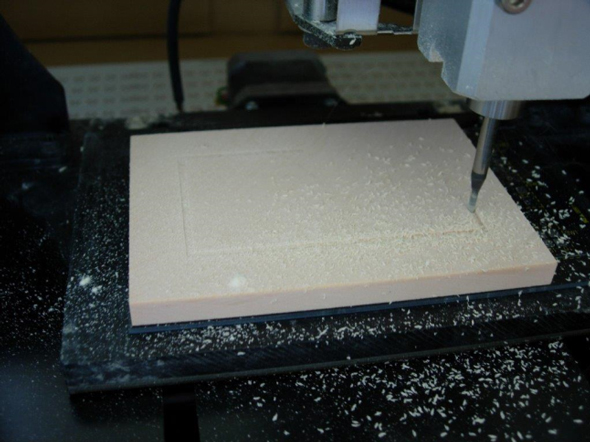 図20:外周スリットの荒加工
図20:外周スリットの荒加工外周スリットの荒加工に続いて、64mm×34mm×深さ1mmのポケットを荒加工します(図21)。
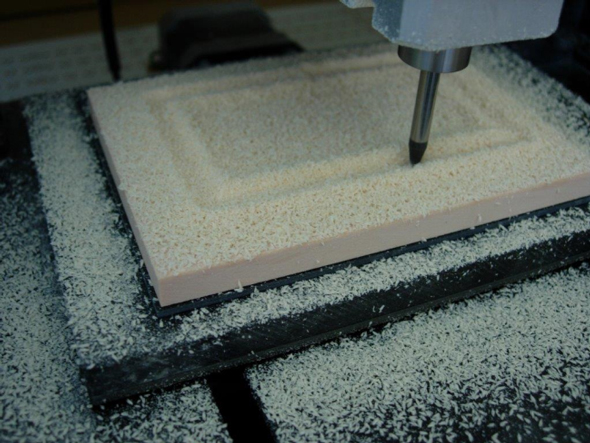 図21:ポケットの荒加工
図21:ポケットの荒加工次いで肉球の荒加工です(図22)。ここまではφ2のエンドミルを使いましたが、この次はφ1にツール交換します。
 図22:削りクズの中にうっすら浮かぶ肉球
図22:削りクズの中にうっすら浮かぶ肉球プログラムに「M00」が現れて「Job stopped」でプログラムが一時停止します(図23)。
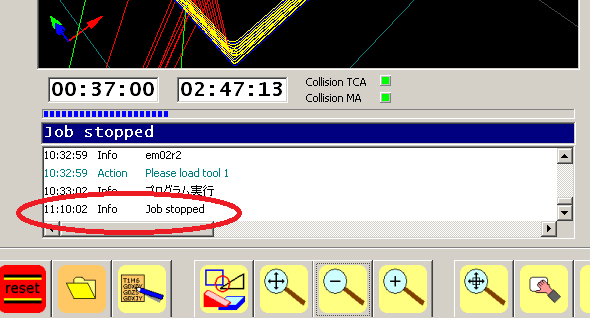 図23:プログラムが一時停止
図23:プログラムが一時停止この時エンドミルの位置は機械原点に戻っています。同時に、「次のツールに交換してくれ(M06)」と知らせてきます(図24)。
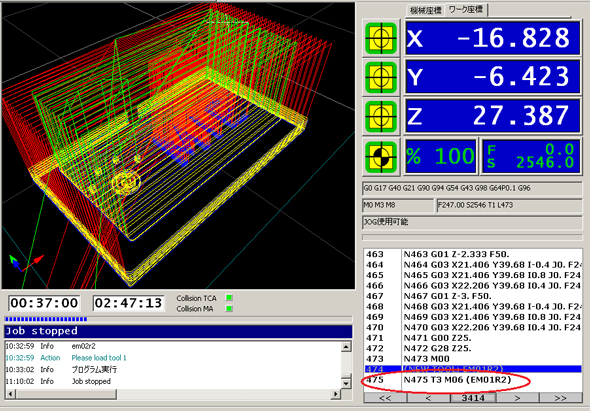 図24:M06のメッセージ
図24:M06のメッセージプログラムが一時停止していてもスピンドルの回転は止まっていないので、ツール交換の間だけスピンドルの回転を止めます(図25)。
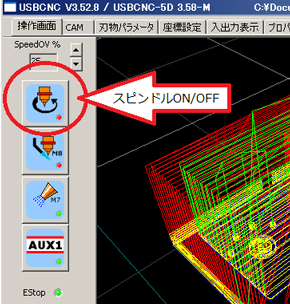 図25:スピンドルのオン・オフ
図25:スピンドルのオン・オフツールを交換したら、座標数値を確認しながらJog操作で各軸を移動させ、エンドミルの位置をワーク原点の「0.000」まで戻します。この時、うっかり誤って各軸の原点セットボタンを押してしまうと、何もかもが台無しになってしまうので気を付けてくださいね(図26)。
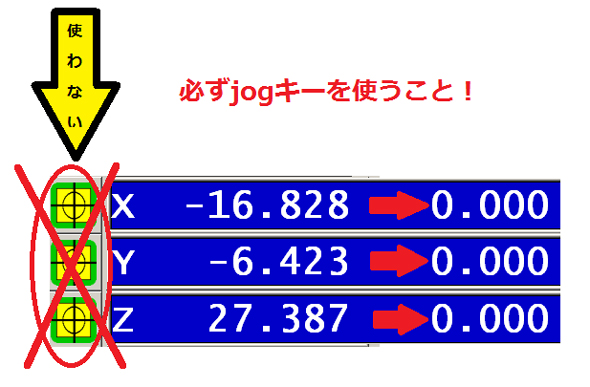 図26:左の原点セットボタンは使っちゃダメよ!
図26:左の原点セットボタンは使っちゃダメよ!エンドミルはチャックに深めに差し込んでおいて、Zの座標を0.000まで移動できた時に刃先がワーク上面よりも上にいるようにします。次に、チャックのセットスクリュをゆるめて刃先をワークの上に落として、セットスクリューを締めます。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 幾何公差の基準「データム」を理解しよう
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。