無償CNCツールで気の利いたGコードを作成する方法:ママさん設計者がやさしく教える「CNCフライス超入門」(4)(4/6 ページ)
引き続き、肉球のポケット加工の設定を進めます。今度は、先ほど作ったポケットが親になります。なので、これを「2番目の親」と呼びましょう。「2番目の親」のラインをクリックして赤線に変えたら、Shiftキーを押しながら肉球を構成する大きい円をクリックします。すると円の線が青色に変わるので、「作成」→「ポケット」と進みます(図19)。
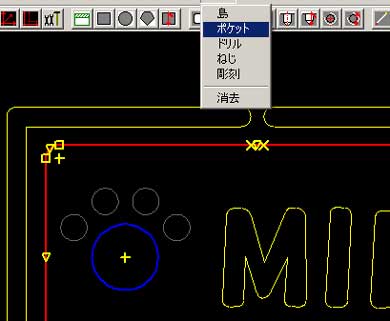 図19:「作成」→「ポケット」
図19:「作成」→「ポケット」今度は「円筒ポケット」というウィンドウが現れますが、直径の値は既に入っています。それが間違いないかを確認して、深さを入力します。設計では、ここの深さは2mmでしたね。なので「2」と入力して、荒加工ツール、仕上げ加工ツールの欄はいったん「AUTO SELECT」のままにして「OK」して閉じます(図20)。
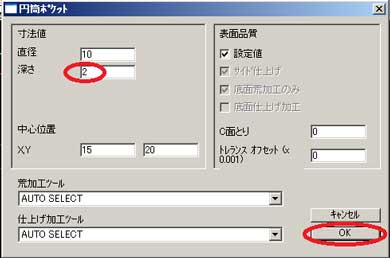 図20:円筒ポケットの設定
図20:円筒ポケットの設定同じ手順で、残り4つの小さい円についてもポケット加工の設定をしましょう。なお、この作業は必ず1つの円ごとに行ってくださいね。いくら同じ直径の円でも、みんなそれぞれ座標値が違うのでまとめて設定はできません
次はMIEの3文字にポケット加工の設定をします。肉球と同じく「2番目の親」のラインをクリックして赤線に変えて、Shiftキーを押しながら文字を構成するラインを反時計回りで選択します。「作成」→「ポケット」をクリックして、深さを入力。こちらも、荒加工ツール、仕上げ加工ツールの欄はいったん「AUTO SELECT」のままにして「OK」します(図21)。
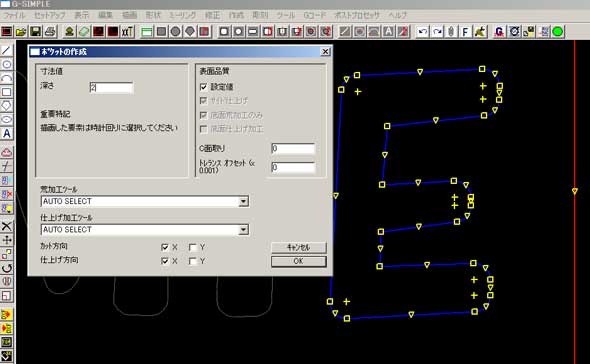 図21:「MIE」にポケット加工の設定をする
図21:「MIE」にポケット加工の設定をするあらかじめ文字のDXFデータを微調整しておいたことで、ここの作業は楽になっているのですが、致し方なく断続線での丸みを残した輪郭線を、切れ目なくつなぐのは少々根気がいります。見やすいように拡大表示にして、慎重に進めましょう(図22)。
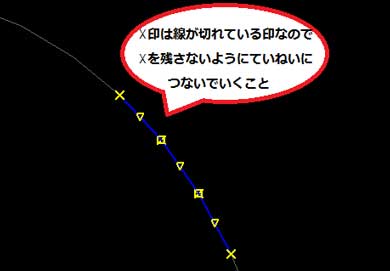 図22:切れ目を1つ1つつなぐ
図22:切れ目を1つ1つつなぐG-Simpleに慣れてきたら試してみて
実は、G-Simpleには断続線を連続線と見なして処理させる「接続トレランス」という編集機能があります。断続線の線と線のすき間が、指定した数値未満であれば「ヨシとしよう」とつないでくれる便利機能ですが、数値のさじ加減は自分で判断して入力しなくてはいけません。よって「超入門」のここでは機能の紹介にとどめます。
最後にスリット部分の設定をします。ここでは「1番目の親」を選択して、先ほどまでと同じ要領でポケット加工の設定をします(図23)。
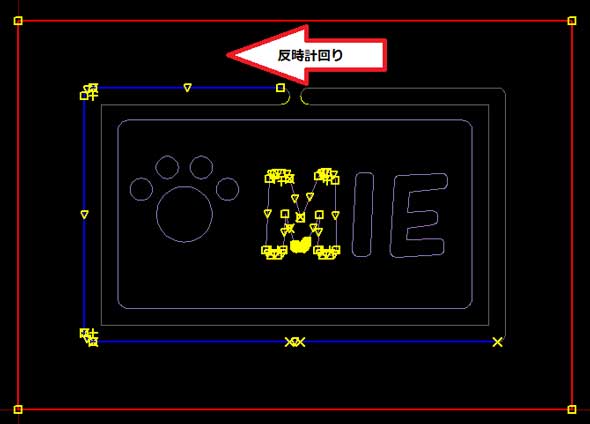 図23:先ほどと同じ要領でポケット加工の設定をする
図23:先ほどと同じ要領でポケット加工の設定をするポケットの深さは、材料の厚みよりやや多めの5.5にして、荒加工ツール、仕上げ加工ツールの欄はいったん「AUTO SELECT」のままにして「OK」します(図24)。
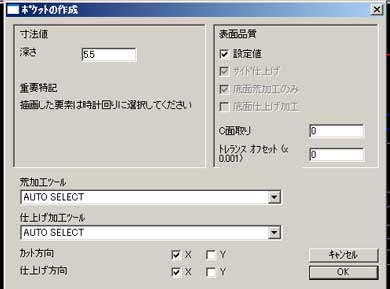 図24:ポケットの深さは材料厚よりやや多めに
図24:ポケットの深さは材料厚よりやや多めに全ての加工設定が終わると図25のようになります。
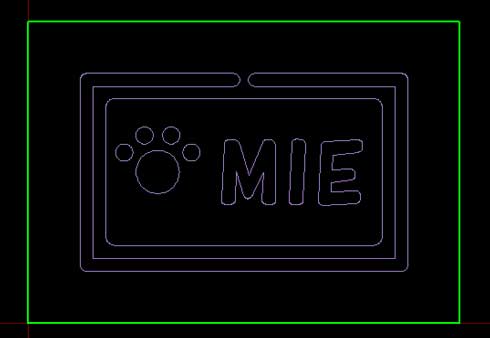 図25:全ての加工設定が完了!
図25:全ての加工設定が完了!これをアイソメSWで見てみましょう。イメージがよくつかめますよね(図26)。
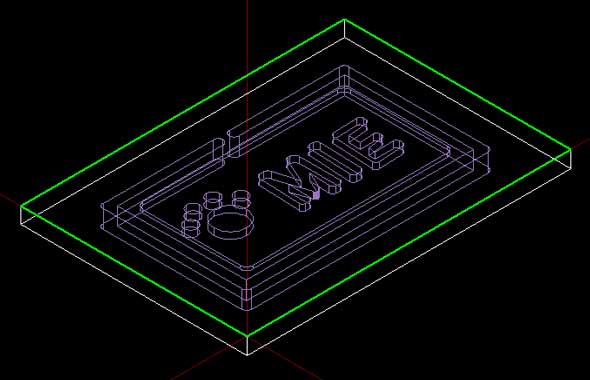 図26:アイソメで見てみるとイメージしやすい
図26:アイソメで見てみるとイメージしやすい続いては、「クライマックス」と言っても過言ではない「ツールの選択」をします。これによって、先ほど「AUTO SELECT」のままにした各ツールを最適化します。
加工は、
- 荒加工
- 仕上げ加工
という手順で進めます。
まず、「ツール」→「エンドミル」→「荒加工」と進んで、荒加工用エンドミルにはどんなエンドミルがあるのか見てみます(図27)。
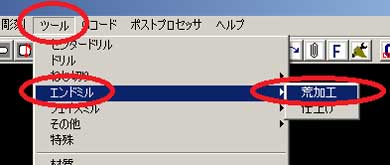 図27:荒加工用のエンドミルを設定する
図27:荒加工用のエンドミルを設定するスリット部と角丸四角形のポケット加工に最適な「EM02R2」という、φ2の2枚刃エンドミルが見つかりました。エンドミルには、その直径や刃数、切削する材料ごとに適した「送り速度」「切削回転数」「切り込み深さ」の目安があり、これを「切削条件」と呼んでいます。Gコードの作成にはこの切削条件が必要になりますから、切削条件を設定するために「材質データ」をクリックします(図28)。
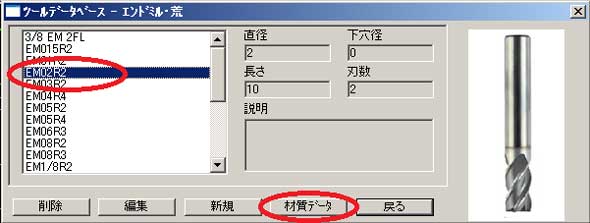 図28:材質データへ
図28:材質データへすると、「材質グループ」の欄に「1.2 CASE CARBURIZING STEEL」が既に登録されているのが分かりますね。これは、「ワークの設定」で指定した材質「ST37-2」が所属する材料グループです。そして右側に表示されている「回転数」「XY送り速度」「Z送り速度」「切り込み深さ」。これが、このエンドミルで「1.2 CASE CARBURIZING STEEL」を切削する際の、オススメ切削条件です。データベースにあらかじめ設定されているのはありがたいですね(図29)。
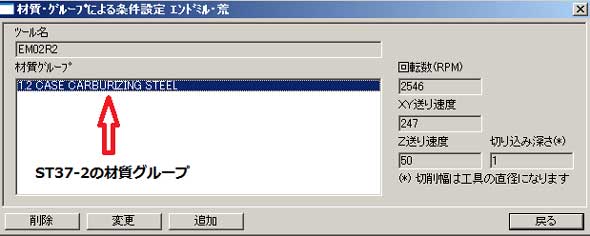 図29:「1.2 CASE CARBURIZING STEEL」があった!
図29:「1.2 CASE CARBURIZING STEEL」があった!カンタンに説明しますと、「送り速度」とは、CNCフライスの各軸(X,Y,Z)の移動速度のことで、単位はmm/min(分速ミリメートル)です。これはGコードの中では「F○○○(数値)」で表されます。
「切削回転数」とは、エンドミルの周速です。こちらはmin-1(毎分)あるいはrpmという単位で、Gコードの中では「S○○○○(数値)」で表されます。
「切り込み深さ」については、CNCフライスは「ドライカット」がメインになるので、この設定値の7割くらいがエンドミルに優しくて良さそうです。ただ、今回の材料は柔らかいケミカルウッドなので、この条件のままで進めます。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 幾何公差の基準「データム」を理解しよう
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。