無償CNCツールで気の利いたGコードを作成する方法:ママさん設計者がやさしく教える「CNCフライス超入門」(4)(2/6 ページ)
続いて、この後の作業を少し楽にするために「MIE」の文字データを微調整します。この文字の輪郭線は断続線で構成されていましたよね。これにすき間や線の重複がなくひと筋につながっていないとG-Simpleは形状を認識できず、「これは描画不良です」と冷たくダメ出ししてきます。そのため、加工設定の際はかすかな線も見逃さないように気を付けてチェックしなければなりませんが、輪郭線が複雑で構成する要素が多いほど手間が掛かってくたびれてしまいます。そこで、こういう断続線を連続線に直します。
「削除コマンド」を使って輪郭線をクリックすると、見かけは1本線なのに、実は断続線なのを発見できます。まずこの断続線を消します(図6)。
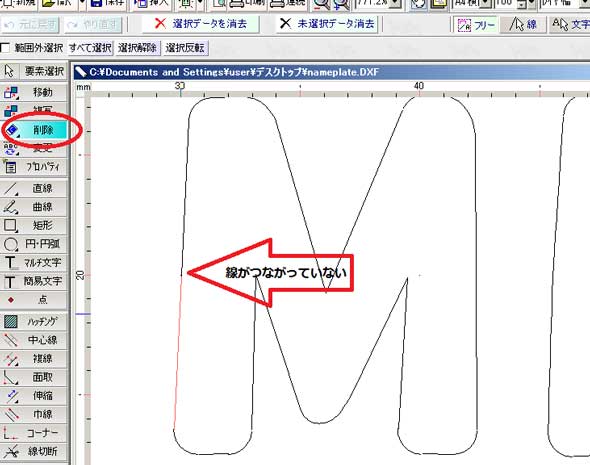 図6:断続線の削除
図6:断続線の削除その後同じ位置に、「直線」コマンドで新しい線を引きます。こうして断続線を一本の線に直していきます(図7)。
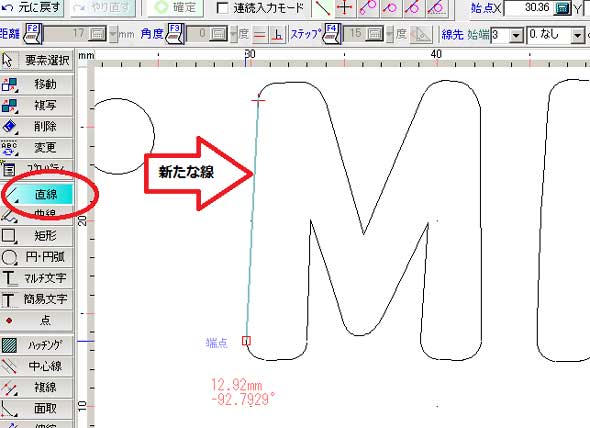 図7:「直線」コマンドで新しい線を引く
図7:「直線」コマンドで新しい線を引く他の部分も同じようにチェックして、断続線を見つけたら直線に直していきます。
また、断続線でできているRも、できる限り「面取りコマンド」を使って一本線のRに直します。こうして文字データの微調整が終わったら、DXFを上書き保存します。AR-CADの出番はこれでおしまいです。
次に、G-Simpleに戻ってセットアップを行います。まず、「セットアップ」→「プロジェクト」と進んでプロジェクトデータの設定をします(図8)。
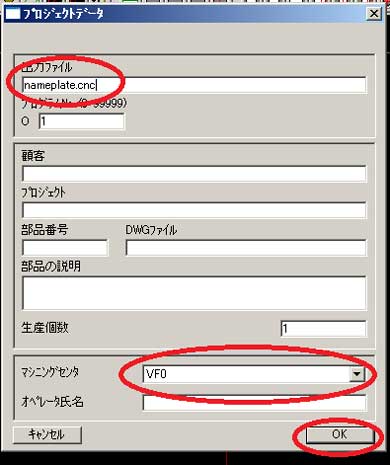 図8:プロジェクトデータの変更
図8:プロジェクトデータの変更初期の出力ファイル名は「noname.cnc」となっています。別にこのままでもいいのですが、今回は任意の「nameplate.cnc」に変更してみます。プログラムナンバーはそのままにして、その下の「マシニングセンタ」の欄を見てみましょう。これは「このプロジェクトはどの機械を使って実行させるのか」をポストプロセッサへ伝える部分です
「マシニングセンタ? ……いやいや、それよりポストプロセッサ? 何のこと?」ってなりますよね。これもCNCフライスを使う上で大切なモノづくり用語ですので、ここでご説明いたしましょう。
まず「マシニングセンタ」とは、自動で工具交換することにより、異なる種類の加工が1台で出来るフライス盤ベースのCNC工作機械のことです。これを頭の中で「CNCフライス」に置き換えましょう。マシニングセンタのメーカーは数多く、数値制御装置もさまざまです。そして数値制御装置は統一された言語で働くように出来ていないため、異なるメーカーの機械を複数台使う加工現場では、全ての機械が自分の仕事内容をちゃんと理解できる言語環境を整えることが必要になります。
そして「ポストプロセッサ」とは、一言で言うなら「CAMの中の人」。正しくは、「もう一人の中の人」です。CAMは“演算担当”である「メインプロセッサ」と“翻訳担当”である「ポストプロセッサ」の2つで構成されています。メインプロセッサは、CADデータと使用ツールのデータなどを基に計算をして、「ツールパス」や「カッターパス(CL)」と呼ばれるツールの軌跡情報を作成するのがお仕事です。ところが、この軌跡情報はメインプロセッサの独り言のようなものなので、そのままマシニングセンタの数値制御装置に伝えても彼らには何がなんだか意味が分かりません。そこで翻訳担当のポストプロセッサが、軌跡情報をマシニングセンタ(数値制御装置)ごとに理解できる言語に翻訳して、適切なGコードを出力してくれるのです。ただ、G-Simpleではマシニングセンタの選択肢が少ないので、今回は初期設定の「VF0」のままで進めていきます(ちなみに「VF0」は米Haas Automationの機種名です)。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。