公差を緩くすればコストダウンできるわけではない:3D設計推進者の眼(27)(1/3 ページ)
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は公差計算と正規分布について考える。
前回は機械製図における「サイズ公差」という用語について、JIS(日本工業規格)の変更内容を取り上げました。単純に用語の変更だけではなく、その目的についてお話ししました。JIS変更の部分については、私自身もまだまだなじみのない部分ですし、読んでいただいた方の中にも初めて聞いたという方もいるのではないでしょうか。今後いかに浸透させていくのかも課題でしょう。
また寸法の入れ方が示す設計者の意図についても説明しました。今回は、ここからつながる「ばらつきの範囲が品質とコストを決める」ということから、お話を始めましょう。
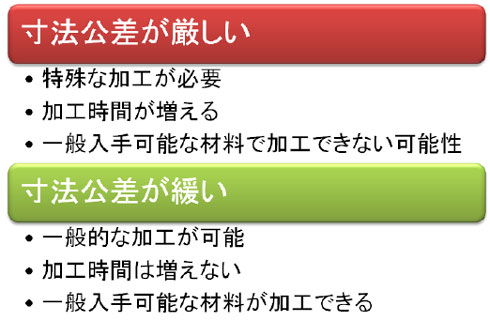
緩い公差と厳しい公差
設計者が設計する時、例えば寸法公差を±0と設定するとします。これ以上の厳しい公差はあり得ません。前回お話ししましたが、寸法公差方式とは、「その寸法について、どこまで許すことが可能か」という許容値を示す方式です。
「±0」とは「許容値を許さないこと」になり、4Mのバラツキを考えれば、バラツキのない±0は、あり得ない数値であることは皆さんにもお分かりいただけることと思います(4Mとは:この10年で現場の公差解析は進化したのか)。±0は極端な例だとしても、設計者は厳しい公差を“入れがち”です。
設計者は厳しい公差を入れることで、いわば「安心して枕を高くして寝ることができる」わけです。それもそうですよね、チャンピオンの公差を入れてそれが実現できるのであれば設計者は苦労することありません。
でも、厳しい公差を入れることは機能上必要に応じてのことであり、そうは許されないことでしょう。私も資材部門の加工部品調達担当者には、よく呼び出されたものです。
資材 土橋君、この寸法公差の説明をしてくれないか?
私 ……(「参考図がそうだった」などといえる雰囲気じゃないな)。特にありません。
資材 こんな加工どうやってやるの? 難しいよ。出来ないかもしれないよ。もう一回考え直して。
私 はい……。
これはワーストケースです。参考にした図面にそのように記されていたわけですが、先輩社員の入れた寸法であって、私自身にはその意図がなかったわけですから、そもそも設計をしていなかったわけです。「先輩の図面がそうだったから」などとは言えることではありません。
次の例は、こんな感じです。
私 ここの部品の寸法は、アセンブリーのこの組み立て寸法を出すために必要です。
資材 組み立て寸法の公差はどう考えたの?
私 最終的には調整機構を使って調整可能ですが、初めから部品のバラツキを抑えることで、調整量を少なくしたいと考えました。
資材 何だか怪しいな〜。この加工は難しいよ。考え直せない?
私 ……(確かにそうかもしれない)。分かりました。
これは、根拠があるようでない考え方です。「調整機構を持っているのに、その調整機構を構成する部品には厳しい公差を要求している」という曖昧なものであり、定量的にも示すことできませんでした。その結果は、ただ単に公差を緩めるだけに過ぎません。公差を緩める行為にも、定量的な視点はなくて、「出図を済ませたい」という気持ちだったのでしょう。
このような場面を、読者の皆さんも経験したり、見かけたりしたことはあるでしょうか。振り返れば、私はこの経験が貴重だったと思っています。今やこのようなことを教えてくれる部品調達部門の担当者は必ずしも多くはありません。
材料、加工方法、加工時間、加工コストというものを熟知している担当者だからこそ、未熟な設計者だった私に指導していただけていたわけです。
 寸法公差と加工
寸法公差と加工部品加工において、コストを決める要素は、材料費用、加工方法、加工工程、加工時間です。難易度の高い加工は調達時間を要し、部品コストも上がります。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。