良品作りのリフロー炉の操作方法と現場の人材育成方法(1):量産現場における良否の判定方法(3/3 ページ)
» 2013年01月30日 13時24分 公開
[河合一男,実装技術/MONOist]
5. 事例(2)量産現場における温度プロファイル良否の判定
フラックスの熱反応が一番良い状態がはんだ付け品質の一番良い状態になる。それゆえ、温度プロファイルの良否の判定は規格数値のみでは十分ではなく、基板上で最初に熱反応を示すフラックス残渣の形状と、フィレット形状及びフィレット光沢とフィレット表面の滑らかさで適否を判断する。その後にボイドの観察を行い、はんだ付けの良否の判定を確定する。現場では、それでも発生する問題については基板や部品側の問題として捉える。
製品としての基本は、生産技術や品質管理などによる環境試験での結果をもって、最終判定に至る。
量産現場では基本となる基板の品質・設計・材質・サイズが絶えず変わる。これを無視した、画一的な数値管理の温度プロファイルでは市場での品質が安定せず改善効果の薄い検査工程のみが増えていくことになる。
海外工場では多くの作業員が検査・修正工程に張りついているが、現実に長時間の目視検査は型ばかりのものとなってしまい、品質改善にはほとんど役立たない。自動観察装置も良否の選別止まりである。
下部の遠赤外線ヒータを活用してフラックスを劣化させずに基板に熱供給することで(図8)、フラックスの効力でぬれ性が改善され、はんだフィレット形状もフラックス残渣形状にも荒れがなく、綺麗な曲線を描いている(図9、図10)。
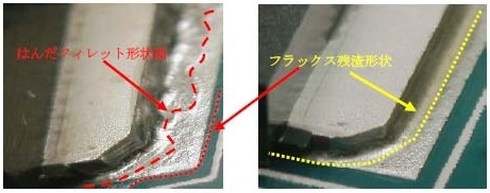 図8 従来の温度プロファイル(左)はフラックスが劣化し易いのに対して、改善プロファイルは下部ヒータの活用効果によりはんだフィレット形状やフラックス残渣形状に荒れがない。
図8 従来の温度プロファイル(左)はフラックスが劣化し易いのに対して、改善プロファイルは下部ヒータの活用効果によりはんだフィレット形状やフラックス残渣形状に荒れがない。 図9 従来の温度プロファイル(写真左列)では、プリヒートの熱風によるフラックスの劣化ではんだのぬれ広がりが十分ではない。現場での良否の判断はまず、(1)フラックス残渣の観察、である。フラックス残渣が荒れていたりランドの外側に以上に広がっている場合は、フラックスが劣化している証拠になる。次に観察するのが、(2)フィレットの形状である。その次が(3)フィレット光沢であるが、これは鉛はんだと変わらない。ただし、耐熱性の高いフラックスは熱を受けると外側へ広がるタイプが多いので、その残渣の先端が放射線状に綺麗な曲線をえがいている場合は、一応、良フラックス残渣が荒れているとボイドの可能性が高くなる。(クリックで拡大)
図9 従来の温度プロファイル(写真左列)では、プリヒートの熱風によるフラックスの劣化ではんだのぬれ広がりが十分ではない。現場での良否の判断はまず、(1)フラックス残渣の観察、である。フラックス残渣が荒れていたりランドの外側に以上に広がっている場合は、フラックスが劣化している証拠になる。次に観察するのが、(2)フィレットの形状である。その次が(3)フィレット光沢であるが、これは鉛はんだと変わらない。ただし、耐熱性の高いフラックスは熱を受けると外側へ広がるタイプが多いので、その残渣の先端が放射線状に綺麗な曲線をえがいている場合は、一応、良フラックス残渣が荒れているとボイドの可能性が高くなる。(クリックで拡大)
関連記事
 「熱する・溶かす・流す」はんだ付けの極意
「熱する・溶かす・流す」はんだ付けの極意
今回は、はんだ付けの手順・ポイントを紹介しながらプリント基板に部品を取り付け、「H8Tiny-USB」を完成させる
Copyright © ITmedia, Inc. All Rights Reserved.
Special ContentsPR
特別協賛PR
スポンサーからのお知らせPR
Special ContentsPR
Pickup ContentsPR
Factory Automationの記事ランキング
- 令和8年熊本地震による工場への影響まとめ
- 異例ヒット? 使い勝手にこだわったオムロンの“オープンな”IO-Linkマスター
- マツダが挑む設備保全DX、AIやIoTで自動車工場内火力発電所の現地点検ゼロへ
- いざ「Re:Nissan」実現へ、日産栃木工場が挑んだ「生産体制の比例化」
- なぜ熊本に半導体産業が集まるのか――地震で工場稼働停止相次ぐ
- 10年タイで暮らした自分が4年ぶりに現地を訪れたら……
- 機械業界の他社けん制力ランキング2025発表
- データだけ見ても人は動かない ヤマ発製造DXの失敗が生んだ現場サイエンティスト
- 医療機器部品の生産拠点へ、オリンパス長野事業場で最新設備に機能集約
- 自律走行ロボット第2世代 連続稼働時間3.6倍、他社製品との連携も可能
Special SitePR
コーナーリンク




あなたにおすすめの記事PR
![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。