アルミニウムと銅のいろいろと、めっきやアルマイトのお話:ママさん設計者とやさしく学ぶ「機械材料の基本と試作」(3)(2/3 ページ)
表面処理
さてさて。先ほども触れましたが、イオン化傾向が大きいということは「アルミニウムは酸化しやすい物質」ということですよね。ですから、前回の鉄子が酸素を求めてわんわん泣いていたのと同じく、アルミニウムも生地のまま放置しておくと酸素と仲良くなって、たちまち酸化皮膜に覆われてしまいます。つまり、この酸化皮膜はアルミニウムの「錆」です。しかしこの酸化被膜は悪いものではなく、鉄の黒錆と同じように、深部にまで錆びが進まないようにアルミニウムを守ってくれる保護ベールなのです。これを「不動態皮膜」と呼びます。ただ、自然発生するこのベールはごく薄いので、大きな働きを期待できません。そこで登場するのが、これを人工的に厚く施した「アルマイト処理」です。
これは、電解液に漬けたアルミニウムにプラスの電極をつないで通電し、電気分解して出来た酸素をアルミニウムの表面に付着させて酸化アルミニウムの膜を作る、「陽極酸化処理」と呼ばれるアルミニウムならではの表面処理方法です。さきほどは、酸化アルミニウム(アルミナ)を電気分解してアルミニウムを取り出す説明をしましたが、その逆の手順をイメージすれば分かりやすいですよね。
アルマイト処理の主なメリット
- 耐食性の向上
- 絶縁効果
- 表面硬度の向上、耐摩耗性の向上(硬質アルマイト)
- 着色ができる(カラーアルマイト)
ところで、しばしば混同されがちなアルマイトとめっきですが、基本的には全く違うものなので、ついでにちょっと説明いたします。
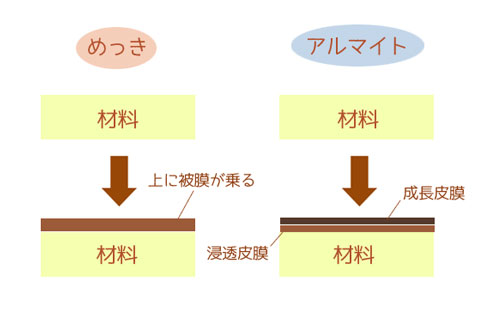 図3:めっきとアルマイト
図3:めっきとアルマイトめっきでは、めっきしたい材料の上に他の金属の皮膜が乗っていくのに対して、アルマイト処理では、上に成長皮膜が乗り下には浸透皮膜が食い込むというように、材料の表面を境にして上下一律に皮膜が形成されます。指定した膜厚(皮膜の厚さ)の半分が仕上がり寸法に加わるものとにらみます。例えば「膜厚10ミクロン」と指定したとき、めっきならば「+10ミクロン」と、足し算だけで仕上がり寸法の見当がつきますが、アルマイト皮膜では、「浸食と成長」がセットで行われるので、単純に指定した膜厚を仕上がり寸法に加えられません。
また、「指定膜厚の半分が仕上がり寸法に加わる」と言っても「ああ、それじゃ5ミクロン増えるってことですね」なんて安易に考えず、アルマイト皮膜は正確に測ったような厚さで着いてくれないものと考えるべきです。アルマイト後の寸法変化は、特に「はめあい」でのトラブルの元になることが多いので、加工の際には、アルマイト後の仕上がり寸法を意識した寸法管理と適切な膜厚指定が必要ですし、場合によっては、シビアな部分にだけアルマイト処理をさせないためのマスキングや栓をするといった工夫が必要です。これは、アルマイト処理に出す際に担当者さんにしっかり指示を伝えましょう。
銅と銅合金
次に、銅と銅合金についてお話します。機械材料では、銅を筆頭に、銅に亜鉛を加えた「真ちゅう」、スズやリンを加えた「リン青銅」、ニッケルや亜鉛を加えた白銅などの銅合金全般を「伸銅」と呼んでくくっています。
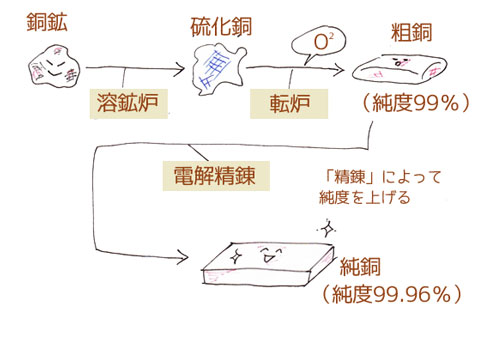 図4:銅のいろいろ
図4:銅のいろいろ銅地金の製造はこんな流れで行われ、アルミニウムと同じく純度の高い銅を取り出すには最終的に電気の力を使います。(電解精錬)。
地金を主原料として必要な元素を加えて溶解、鋳造、圧延、押出などの加工を行い、板や棒などの形状に加工されたものが、機械材料として手に入る伸銅品になります。
密度は鉄よりも高い8.9(×103kg/m3)と、伸銅は重い金属です。最大の特徴は、導電率と熱伝導率の高さです。鉄を基準に比較をすると、導電率については鉄が9.9(×106S/m)であるのに対して伸銅は59です。この優れた導電率を生かして、半導体のリ−ドフレ−ムや電子部品の端子として広く使われています。そして熱伝導率は先のアルミニウムよりも高く、398(W/(m/k))と金属全体でダントツの高さです。なお、一部の伸銅品を除いて全般的に耐熱温度は低く、200℃で軟化が始まるので要注意です。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。