ヒントは「引っ繰り返す」! 難しくない板金設計ワザ:甚さんの「バンバン板金設計でキャリアアップ」(13)(2/3 ページ)
あの、もうちょっと考える時間を……。
私はもう考えてきました! これでいかがでしょうか?(図3)
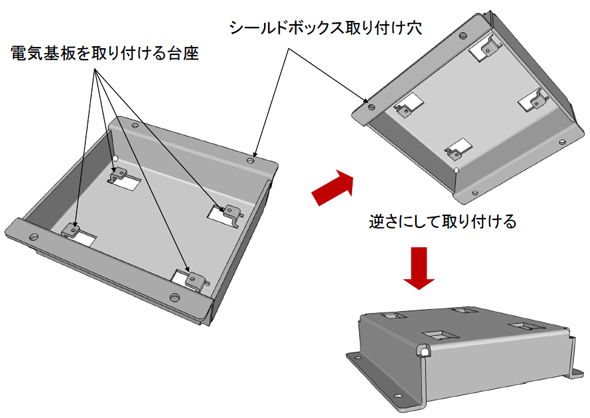 図3 板金ボックスの新課題の具現化
図3 板金ボックスの新課題の具現化すんばらしいじゃねぇかい、エリカちゃん! どうやって、頭の中のイメージ(レゴブロックの絵)を具現化したのか、ちょいと教えてくんねぇかい?
分かりました。まず、前回の甚さんのアドバイスを応用しました。「設計とは組み合わせの技術」に尽きます。今回は新しい発想は避けてみました(図4)。
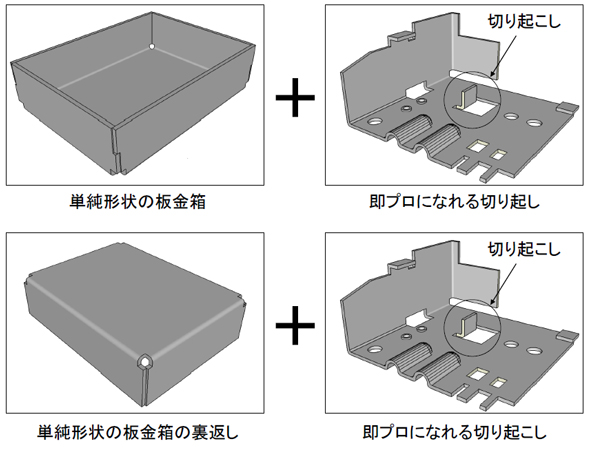 図4 設計は組み合わせの技術(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」日刊工業新聞社刊)
図4 設計は組み合わせの技術(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」日刊工業新聞社刊)図4の上側は、第11回で紹介した「組み合わせの技術」です。その下側が、今回のエリカちゃんのアイデアです。板金箱を裏返しています。
うわぁ〜! エリカちゃんってすごい! さすが、専門学校卒だね。僕も専門学校へ行けばよかったなぁ……。シュン……。
いんや〜! ますます、すんばらしいじゃねぇかい、エリカちゃん! しかし、ちょいと残念なところが一カ所ある。良君、エリカちゃんの図面を検図しろ。これは命令だが、ま、いつもやってんだろ?
え〜〜とぉ、……え〜〜とぉ。
ドキドキ……。
さっさと言いやがれ!
え〜〜とぉ……ワカンナイ! 残念ナトコロッテドレカナァ? テヘペロー。
うわっ、イラッとしました!
オメェは、いつからローラになったんだぁ、あん!?
じょ、ジョークですよ! 緊張した場を和ますための!
和ませなくていい!! いつまで待っても答えはで出ねぇだろうだから、図5を見ろ!! さっさとな!
図5における取り付け穴の称呼寸法は、「L1=L2=300mm」とします。
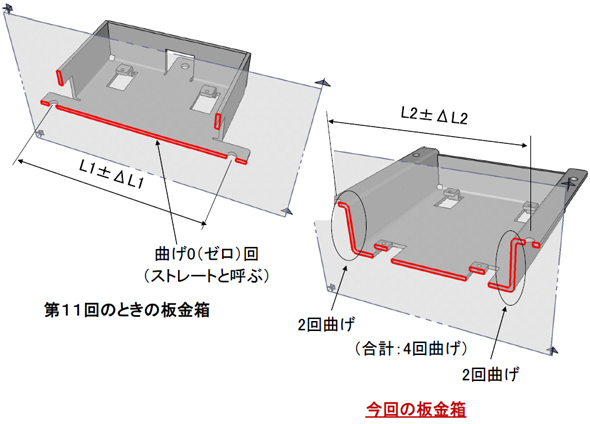 図5 第11回の板金箱と今回の板金箱の相違(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」日刊工業新聞社刊)
図5 第11回の板金箱と今回の板金箱の相違(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」日刊工業新聞社刊)まず、図5の左側、つまり第11回で紹介した板金箱の取り付け穴に注目してください。
「L1±ΔL1=300±0.22」となります。図示せぬ取り付けねじをM4とした場合、図5にある左右に2個ずつある取り付け穴は「φ5」で十分でしょう。
ここで、前述の「±0.22」は、図6で求めました。
どおお! 何、ナニ、これっ! 大学や大学院では見なかったデータですぞ〜。もう、ショック……。
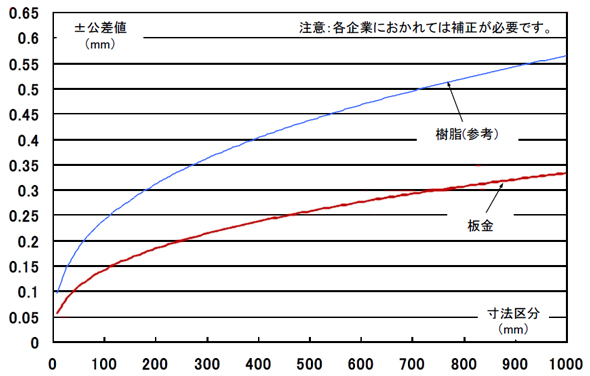 図6 板金部品における穴と穴の公差(プレス加工時)(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」(日刊工業新聞社刊)
図6 板金部品における穴と穴の公差(プレス加工時)(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」(日刊工業新聞社刊)次に、図5の右側、つまり、今回の板金箱の取り付け穴に注目します。
「L2±ΔL2=300±2」となります。なんと、公差の「±2」は、前述の9倍です。図示せぬ取り付けねじをM4とした場合、図5における左右2つずつの取り付け穴はφ5では不十分です。図7のように片側を丸穴から長穴に変更する必要があります。
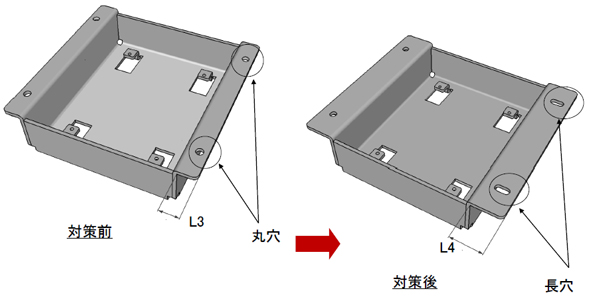 図7 ねじの取り付け穴を丸穴から長穴に設計変更
図7 ねじの取り付け穴を丸穴から長穴に設計変更「L2±ΔL2=300±2」の「±2」は、図8の「4回曲げ」で求めました。
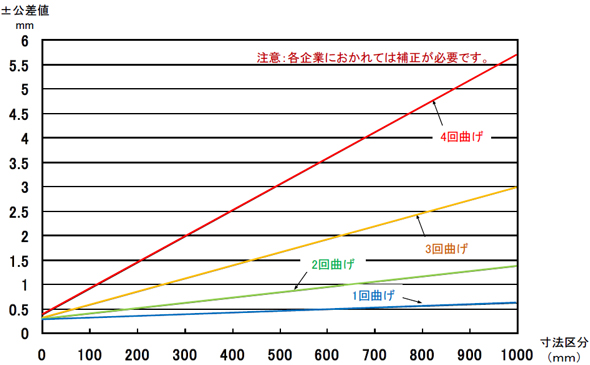 図8 板金部品の曲げ回数における穴と穴の公差(プレス加工時)(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」日刊工業新聞社刊)
図8 板金部品の曲げ回数における穴と穴の公差(プレス加工時)(「ついてきなぁ!加工部品設計で3次元CADのプロになる!」日刊工業新聞社刊)Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。