工程能力指数のCp、千のうち本当のことは3つしか言わない千三つ:3D設計推進者の眼(32)(3/3 ページ)
分散の加法性とは
工程能力指数は、不良率を推定する上で重要な値になることが理解いただけましたでしょうか。実際の公差計算・公差解析を行う時には、標準偏差σがいくつであるのかを仮定した上で、これらの工程能力指数を求めます。手動による計算は必要とせず、デジタル的に計算処理をしてくれますが、デジタルツールを使いこなす上では、アナログ的な手法を理解することは重要だと私は考えます。
 重要なキーワード
重要なキーワード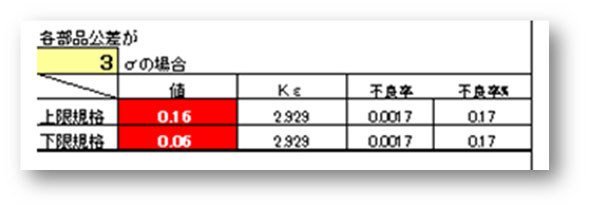 公差計算ソフトウェアTOLERANCE JAPAN(TOL J)(公差設計研究所)における不良率の計算結果
公差計算ソフトウェアTOLERANCE JAPAN(TOL J)(公差設計研究所)における不良率の計算結果「3D設計推進者の眼(27):公差を緩くすればコストダウンできるわけではない」では、「完全互換性の法則」と「不完全互換性の法則」についてお話をしましたが、覚えていますでしょうか? これらを理解する上で、統計学的には、「分散の加法性」を理解する必要があります。さて、分散の加法性とは何でしょうか?
標準偏差では、まずは単一部品を対象にその上下限値(公差)をテーマにしてきましたが、アセンブリーにおいては、さまざまに公差が割り与えられた部品の組み合わせが行われ、組立後の公差管理が必要となる場合があります。すなわち、アセンブリを構成する部品は次のような状態にあるとも言えます。
「それぞれの部品での管理される寸法値には異なるパラメータが存在する」
- 異なる平均値μ
- 異なる標準偏差σ
“分散”とは何だったでしょう。思い出してください。分散も標準偏差も中心値(平均値)からのバラツキを表すものでした。しかし、分散ではプラスマイナスをなくすために、二乗の単位を持っていました。「標準偏差の二乗=分散」となり、偏差は個々のデータが平均からどれだけ離れているかというものに対し、偏差の2乗の和の平均化は、「このサンプルもしくは母集団がどんな状態なのかということを示すのではないかな?」と私は解釈しています。
統計学では、「分散の加法性」について次のように示しています。
まずは線形の式が成り立つものとします。変数yは変数xと係数aにより求めることができます。
y =a1x1+a2x2+a3x3+・・+anxn 式(1)
次にxの分散値をV[x]と表します。この時、yの分散値V[y]とは式(1)より、以下のようになります。
V[y]=a12V[x1]+a22V[x2]+a32V[x3]+・・+an2V[xn] 式(2)
各変数の合計の分散の値は、各変数の分散の和に等しいことを示します(今回は「V[x]」と表記しましたが、この意味は「xの分散の期待値」を示しています)。
この式から分散の加法性はと問われてもピンとはきませんが、例えば、yは複数の部品が単純に積み重なってできた寸法であり、この積み重なっている。複数部品の寸法がxだとすれば、少しは分かりやすいかもしれませんが、これだけでは、理解するのは難しいでしょう。
それぞれの部品での管理される寸法値には異なるパラメータが存在するということは、単一部品でなければ、構成される部品も異なり、工程も、製造先も異なる場合もあるので、当たり前のことかもしれませんが、これをモデル化してみましょう。
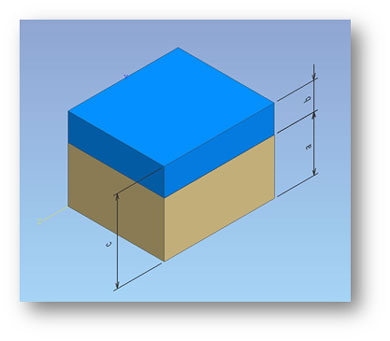 分散の加法性解説モデル(iCAD-SX V7L5-13Aで作成)
分散の加法性解説モデル(iCAD-SX V7L5-13Aで作成)2つの部品A,Bで構成されたアセンブリーがあります。部品Aの寸法 a 、部品Bの寸法 b によってアセンブリーの寸法cが決まります。この各部品の寸法は正規分布しているものとします。
すなわち、これら各部品の寸法 a ・寸法 b は次のように正規分布になるものと言えます。
- N(μa,σa2)
- N(μb,σb2)
この時、寸法 a 、部品Bの寸法 b によって決まるアセンブリーの寸法cはどうなるのでしょうか。正規分布の和は正規分布となり、平均値μcと分散σcは次のようになります。
- μc=μa+μb
- σc2=σa2+σb2
これをグラフ化してみると次のようになります。
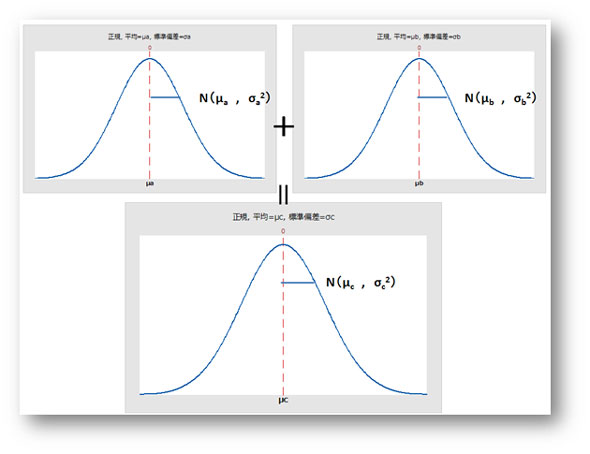 分散の加法性
分散の加法性この分散の加法性があるからこそ、完全互換性の法則(シグマ計算)、不完全互換性の法則(√計算)の計算ができるということです。
分散の加法性が理解できたということで、次回は再度、完全互換性の法則と不完全互換性の法則についてお話をします。お楽しみに。
(次回に続く)

関連記事
 「実機レスによりデバッグ完了期間が1週間短縮」は大きいといえるのか
「実機レスによりデバッグ完了期間が1週間短縮」は大きいといえるのか
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は、フロントローディングとはどういうことなのか、実機レスデバッグの試算例も見ながら考えてみる。 設計者によるPDM導入で大事なフォルダ構成検討
設計者によるPDM導入で大事なフォルダ構成検討
機械メーカーで3次元CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は設計者のためのPDMにおける構造について説明する。 開発・デバッグ作業を楽にするFPGA開発環境
開発・デバッグ作業を楽にするFPGA開発環境
前回に引き続き、FPGAの開発環境について解説。FPGAは実機検証ができるだけがメリットではなく、デバッグを楽にしてくれる大きな利点もある KGDBを使って、Android組み込みボードをリモートデバッグしよう!【前編】〜KGDBの仕組みを理解する〜
KGDBを使って、Android組み込みボードをリモートデバッグしよう!【前編】〜KGDBの仕組みを理解する〜
「AndroidのUSB機能」をテーマに、Android搭載の組み込みボードを実際に用いながら、その仕組みなどについて詳しく解説する連載。第2回となる今回は、Linuxカーネルデバッガ「KGDB」の仕組みについて詳しく解説する。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。