長すぎるバッファが生む仕掛かり地獄に陥らない!:過剰在庫と欠品を撲滅! TOC/S-DBR(2)(2/2 ページ)
バッファと納期順守、その関係
リードタイムとは、納期を守るために、生産を開始してから完成するまでに必要とされる時間的な余裕と考えることもできます。この余裕のことをS-DBRでは「バッファ」と呼んでいます。
となると、納期を守るために必要なリードタイムとはどう考えたらいいのでしょうか。
それに対するヒントを与えてくれるのが図2です。これは生産リードタイム(バッファ)の長さ(横軸)と納期管理の難しさ(縦軸)を概念的に示したものです。
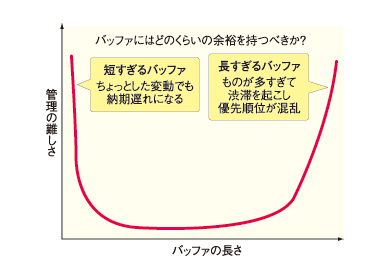 図2 バッファの長さと納期管理の難易度の相関関係
図2 バッファの長さと納期管理の難易度の相関関係バッファが短すぎる工程が持つリスク
バッファが短すぎた場合、つまり図の左側の場合、現場は作業待ちや故障などの不確実性に対してわずかな時間しか余裕がありません。もし、何かトラブルが発生すれば余裕時間を使い切ってしまい、納期遅れになるかもしれません。
つまり変動に対して敏感すぎるために管理が難しい状態にあるといえます。逆にバッファを非常に長く設定した場合はどうでしょうか。
バッファが長すぎる工程が持つリスク
長すぎるバッファとは、オーダーを早めに現場に投入することを意味します。早めに投入することによって工場内には仕掛かりが増加します。多過ぎる仕掛かりを処理してしまおうと、現場は段取り時間の短縮を試みだし、段取り回数を節減して優先順位を乱してしまいます。
優先順位が乱れると、あるものは早く完成し、またあるものは納期遅れを引き起こします。こうして納期遅れが出ると、それを恐れてさらに早めの投入を行い、さらに仕掛かりを増やす結果につながります。
このように長すぎるリードタイム設定を行うと、結果的に管理が大変で、納期も悪いという最悪の状態が引き起こされるのです。
適正バッファを取るメリット
これに対してバッファが長くもなく短くもない、適正な状態のときは短いリードタイムで安定してモノが流れるので、非常に管理しやすい状態になります。この表から分かることは、バッファは長すぎても短すぎても適切ではないということ。そして、現在の生産状況を見れば、バッファは長いのか短いのかが分かる、ということです。
納期から投入へロープを掛ける
バッファに対する考え方を理解したところでS-DBRの基本的な考え方をまとめておきます。バッファを用いた生産計画の手順は下記のようなシンプルなものです。
- 同一の製品群ごとにバッファの日数を設定する
- オーダーの納期からバッファの期間分だけ前の日程を「生産着手日」とする
この時に注意しなくてはならないのは、生産現場は「生産着手日」より前に生産を始めてはならないということです。
それ以前は手を付けてはいけません!
例えば、納期が11月30日の注文があり、バッファを15日と設定したとすれば、連続操業ならば、生産に着手する日は11月15日になります。S-DBRでは、ルールは「11月15日になったら生産着手しなさい、それ以前は手をつけてはいけません」ということなのです。
 図3 S-DBRにおける投入コントロールの考え方
図3 S-DBRにおける投入コントロールの考え方いままで多くの現場では、生産能力に少しでも空きがあると、前倒しで生産を進めようとしました。しかしこの前倒しがいたずらに仕掛かりを増やし、生産順位の混乱を招くのです。大切なことは、実際の注文のペースに合わせて生産するということなのです。
非常に簡単な仕組みですが、このことを実行するだけで信じられないような大きな効果が得られます(次回へ)。
筆者紹介

ゴール・システム・コンサルティング株式会社 代表取締役社長
村上 悟(むらかみ さとる)
国際TOC認証機構 正式認定コンサルタント。
大手製造業にて経理、原価計算を担当、社団法人日本能率協会を経て株式会社日本能率協会マネジメントセンター分離独立に伴い移籍。1997年、TOC(Theory of Constraints)研究会を組織し、TOC研究とコンサルティングを開始する。2002年8月にゴール・システム・コンサルティング株式会社を設立し、代表取締役に就任。現在、法政大学講師、日本TOC推進協議会理事長。
ゴール・システム・コンサルティング株式会社は日本最大のTOC専業コンサルティング会社。導入企業に確実に利益をもたらすコンサルティング力はゴールドラット博士より多くの絶賛を受けている。
近著に『儲かる会社のモノづくり マーケティング 売るしくみ』(中経出版)、『問題解決を「見える化」する本』(中経出版)がある。
Copyright © ITmedia, Inc. All Rights Reserved.
製造マネジメントの記事ランキング
- 「環境に良いことしかやらない」 MIRAI-LABOはなぜ独自製品を生み出せるのか
- マツダのモータースポーツの“聖地”は深川に、新たなブランド体験拠点を開設
- 地震、台風、有事の寸断――日本のサプライチェーン危機管理を変えるとき
- 自動車14社が参画、CLOとAI連携で“フィジカルインターネット”実現へ
- 三井不動産がデータセンターに6000億円超投資、物流の枠超え「産業デベロッパー」へ
- データはあるのになぜ使えない? 日本の製造業に必要な「データ活用基盤」
- 投資は多いのに稼げない、日本製造業の投資先を分析する
- 現場が求めるAIと、ITベンダーが提案するAIの「ズレ」
- 見えない仕事を可視化する「自己申告法」と間接業務を効率化する「帳票分析法」
- USBメモリだけではない、身近なUSB機器に潜むリスク
コーナーリンク





![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。