ロボットによる吸着把持の原理と仕組み:いまさら聞けない 真空吸着搬送(前編)(3/4 ページ)
真空吸着システムとその動作
ここで、下図のような、一番簡素な構成の真空吸着システムを考えてみます。
工場エアーをエアーホースでエジェクタに供給し、同時に吸着パッドをエアーホースでエジェクタの真空ポートに接続します。吸気中の異物を除去するフィルターや、吸着中の真空圧を確認するための真空圧力計なども組み合わせます。
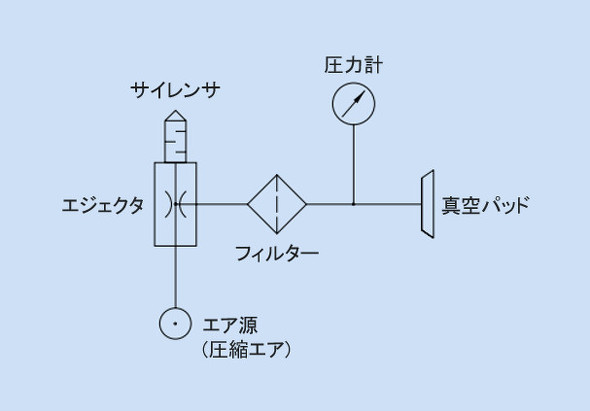 真空エジェクタを使用した真空吸着システム:圧縮エアーがエジェクタに通気され、真空パッド内部は負圧になっている 出所:シュマルツ
真空エジェクタを使用した真空吸着システム:圧縮エアーがエジェクタに通気され、真空パッド内部は負圧になっている 出所:シュマルツこの真空吸着システムの動作の様子をステップごとに考えます。エジェクタのノズルに工場エアーを通気させると、その間真空ポートは負圧となるため吸着パッドは吸気するようになります。この状態で真空パッドをワークピースでピッタリ覆うと、真空パッドは減圧され貼り付き、ワークピースをグリップします。
この時、この真空吸着システムの真空圧の推移を観察すると下図のようになります。

ワークピースに吸着パッドが接すると同時に、工場エアーの投入すなわちエジェクタノズルへの通気を始め、配管内の真空圧が高まります。工場エアーが投入されている限り真空が連続的に生成され続けるため、真空圧はエジェクタの最大到達圧を維持しますので、ワークピースは把持された状態が続きます。任意のタイミングでエアーの供給を絶つと、配管内の真空圧が弱まり大気圧に戻り、同時にワークピースはリリースされます。
これが吸着サイクルを実現する最もベーシックな方法です。
ただこの方法には好ましくない側面があります。それは吸着の間、必要以上に高い真空圧が生成され続けるために、結果的に工場エアーを過大に消費してしまうところです。
吸着パッドでしっかりつかめるワークを対象とすることや、荷重計算が十分であることなどが前提にはなりますが、多くのケースでは、エジェクタの最大出力である最大到達真空圧まで真空圧を高める必要はなく、それよりも弱い真空圧の帯域で、吸着搬送に必要な力をまかなうことができます。
そこで、ワークピースの吸着を開始した後、吸着パッドの内部が「ワークピースを確実に吸着搬送できる、必要十分な真空圧帯域」で維持されるような制御を組んで、工場エアー投入のデューティを下げるという方法をとります。クーラーやヒーターの温調制御で取る手法に少し似ています。
そこで、ソレノイドバルブや逆止弁、また真空スイッチなどを利用した制御回路を組み込みます。
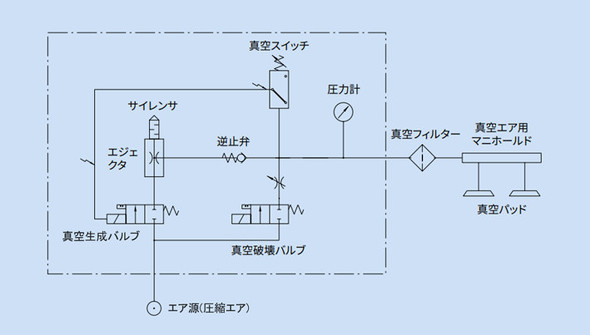 バルブなどを組み込むなどして機能を高めた真空吸着システム:真空生成バルブをON/OFFすることでエジェクタの真空生成を制御できるなど、ロボットシステムと組み合わせやすい機器構成になっている 出所:シュマルツ
バルブなどを組み込むなどして機能を高めた真空吸着システム:真空生成バルブをON/OFFすることでエジェクタの真空生成を制御できるなど、ロボットシステムと組み合わせやすい機器構成になっている 出所:シュマルツエアー源とエジェクタの間にソレノイドバルブ(吸着制御バルブ)を配置します。これにより、エジェクタ駆動源である工場エアーを間欠させることができるようになります。
同時に、真空パッドからエジェクタに伸びる配管上に逆止弁を配置します。この逆止弁は、配管をエジェクタから吸着パッドに向かって押しばね的に閉鎖しており、押しばねに打ち勝つ圧力差が配管内に生じた時にだけ受動的に開状態となるような要素です。
この真空吸着システムの動作の様子を、はじめから順を追って考えます。吸着制御バルブを開き真空生成を始めると吸着パッド側からエジェクタに向かって吸い込みが発生します。
この時、逆止弁はエジェクタの強力な引き込みによって開くため、真空パッドからエジェクタへ向かう吸い込み流れが形成されます。吸着パッドがワークピースに密着していると管内の真空圧は高まり、ワークピースは吸着パッドでグリップされます。
この応答の過程で、真空圧計を読み、グリップに必要十分な真空圧に到達した段階で吸着制御バルブを閉じ圧縮エアーを遮断します。そうすると、エジェクタのノズル周囲の負圧は急激に緩和され大気圧に近づくため、その圧力差から逆止弁は瞬時に閉じます。
そうなると、吸着パッド〜逆止弁までの配管系統は、吸着パッド側で気密が保たれている限り、一定以上の真空圧を維持できます。

Copyright © ITmedia, Inc. All Rights Reserved.
Factory Automationの記事ランキング
- 令和8年熊本地震による工場への影響まとめ
- 異例ヒット? 使い勝手にこだわったオムロンの“オープンな”IO-Linkマスター
- マツダが挑む設備保全DX、AIやIoTで自動車工場内火力発電所の現地点検ゼロへ
- いざ「Re:Nissan」実現へ、日産栃木工場が挑んだ「生産体制の比例化」
- 10年タイで暮らした自分が4年ぶりに現地を訪れたら……
- 機械業界の他社けん制力ランキング2025発表
- データだけ見ても人は動かない ヤマ発製造DXの失敗が生んだ現場サイエンティスト
- 自律走行ロボット第2世代 連続稼働時間3.6倍、他社製品との連携も可能
- 判定はエッジAIで完結/既存カメラをAI化、TDKの産業用ソリューション
- 次なる産業革命へ、トップはかく語りき NVIDIA/富士通/ファナック/安川/川重
コーナーリンク




![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。