実例で学ぶ公差設計 〜穴と軸から不良率を推測する〜:若手エンジニアのための機械設計入門(8)(1/3 ページ)
3D CADが使えるからといって、必ずしも正しい設計ができるとは限らない。正しく設計するには、アナログ的な知識が不可欠だ。連載「若手エンジニアのための機械設計入門」では、入門者が押さえておくべき基礎知識を解説する。第8回では、穴と軸のはめ合いを題材に、公差設計に確率統計を応用し、不良率をどのように予測できるかを取り上げる。
連載「若手エンジニアのための機械設計入門」では、機械設計を始めて間もないエンジニアの皆さんを対象に、設計業務で押さえておくべき基礎知識や考え方などを分かりやすく解説していきます。
前回は、設計におけるバラつきを前提に、確率統計の考え方を公差設計にどのように応用できるのかを紹介しました。今回は一歩進めて、実際の設計においてその考え方をどのように活用できるのかを見ていきます。
1.これまでの振り返り
バラつきと正規分布
公差設計を考えるときに避けて通れないのが「バラつき」の扱いです。図面に寸法公差を記入するのは設計者の役割ですが、実際に加工された部品は必ずしも公差の範囲いっぱいまで散らばるわけではありません。多くの場合、ある平均値の周りに「正規分布」に近い形で分布します。そして、この散らばりの大きさを表す指標が「標準偏差(σ)」です。
確率統計を利用すれば、「全体のうち何%の部品が規格から外れるのか」「組み立てにおける不良率はどの程度になるのか」といったことを数値で見積もることができます。例えば、±3σの範囲には全体の約99.7%の部品が収まるため、標準偏差を基準にすれば品質を確率的に説明できるのです。
企業ごとに異なる標準偏差管理
標準偏差は、業界全体で一律に決まっているわけではありません。多くの製造業では、工程能力指数(Cp、Cpk)や品質目標に基づく「自社の標準偏差」を経験的に管理しています。つまり、同じ製品を作っていても、会社ごとに「どの程度のバラつきを許容するか」が異なるのです。
さらに、「シックスシグマ(6σ)」と呼ばれる統計分析を用いた経営/品質管理手法も広く知られています。この手法では、欠陥や不良の発生率を「6σ=3.4ppm(100万個当たり3.4個)以下」にまで抑えることを目標とします。これは非常に厳しい基準であり、世界的に高品質な製造業が目指す水準となっています。
設計者が押さえるべき視点
設計者は、単にJISの公差等級を参考にして公差を設定するだけでは不十分です。自社が目標としている標準偏差や、その工程で実際にどの程度のバラつきが出ているのかを理解しておくことが不可欠です。
その理由は、実際の標準偏差が分かれば、確率統計を用いた「現実的な不良率予測」が可能になるからです。例えば、公差を厳しくすべきか、あるいは緩めても問題ないかを判断でき、工程能力に対して設計が過剰な要求になっていないかを見極めることができます。また、組立品を対象とした統計的な検証も行いやすくなります。
2.事例検証
穴と軸の公差設計を考える
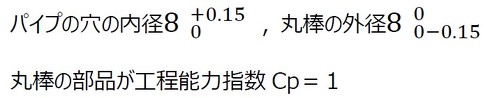
ここでは、穴と軸の組み合わせを題材に、公差と確率統計の考え方を実際に使ってみます。具体的には、丸棒(軸)がパイプ(穴)にきちんと挿入できるかどうか、その確率を求めてみましょう。

このとき、パイプと丸棒の寸法は以下のように与えられていると仮定します。
工程能力指数(Cp)とは?
ここで、工程能力指数(Cp)について説明します。Cpとは、製造工程が「どれだけ安定していて、規格(上限値/下限値)の中に収まる余裕があるか」を数値化したものです。簡単に言えば、製品のバラつきに対して規格の幅がどの程度広いかを示す指標です。
計算式は、

で表されます。ここで、分母に出てくる6σとは、±3σ、すなわち正規分布における全体の約99.7%が収まる幅を意味しています。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- 幾何公差の基準「データム」を理解しよう
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。