- �ǎҒ����܂Ƃ�
- �Ȃ���N���}
- 5G
- VR�^AR
- �t�B�[���h�T�[�r�X
- FPGA
- �g�ݍ��݉摜�Z�p
- �g�ݍ��݃��f�����O
- Windows Embedded
- �ԍڃ\�t�g�J��
- ISO26262
- �����v�c�[��
- 3D�v�����^
- �f�W�^���c�C����CAE
- S��OP
- �C���_�X�g���[4.0
- �C�m�x�[�V����
- �����ƃr�b�O�f�[�^
- ���C�h�C���W���p��
- �A���H��
- �m���}�l�W�����g
- �C�O���Y
- �O���[�o���v�E�J��
- ����Z�L�����e�B
- �V�^�R���i�ւ̑Ή�
�v�������̃x�X�g�o�����X�A�����Ǝ蓮��8�F2�i��ҁj�F�R�`�J�V�I�̓O��I�ȋ��^�v�������i1/3 �y�[�W�j
���������ߐM�����A�l�����炱�����o����t�����l��厖�ɁI ��҂ł́A���^�v�̒��ł��ʓ|�������G�W�F�N�^�s���v�̎��������Љ��B�܂����Ђ̃��j�[�N�ȐV�l���C�ɂ��Ă����グ��B
�@�O���Ɉ��������A�R�`�J�V�I�i�R�`�������s�j�̋��^�v�E�����̎������ɂ��ďЉ�Ă����B�L���㔼�ł́A���Ђ�2005�N����n�߂��A�V���Ј����u�y���݂Ȃ���A�ꂵ�݂Ȃ���v���g�ދ[���I�Ȑ��i�J���v���W�F�N�g�i�V�l���C�j�ɂ��G�ꂽ�B
��������������G�W�F�N�^�s���I����y��
�@���i�����^������o�����߂̃G�W�F�N�^�s���̐v�́A���^�v�S�̂̃t���[�ɐ�߂銄�����傫���B����Ď��������傫�������Ă���ӏ��Ƃ�������B�������A���̃t�F�[�Y�́A�������ƂȂ�B
 ���^�ɃZ�b�g���ꂽ�G�W�F�N�^�s��
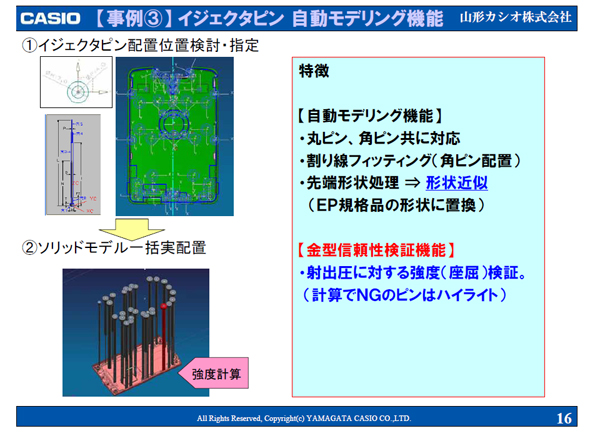
���^�ɃZ�b�g���ꂽ�G�W�F�N�^�s���@�G�W�F�N�^�s���v�́A�v�Ҏ��g���l����ׂ��ӏ��ƁA�W�����E���������č\��Ȃ��ӏ��ɕ��ʂł���B�Ⴆ�G�W�F�N�^�s���Ă�ʒu�́A���i�̑̍ق�@�\�ɑ傫�����E����邪�̂ɁA�������͍���Ȃ̂ŁA�v�҂����f����3�������f���Ɏw�肷��B����Ɋ�Â��āA�s���̔z�u���ނ̑I��Ȃǂ͎����Ōv�Z������B
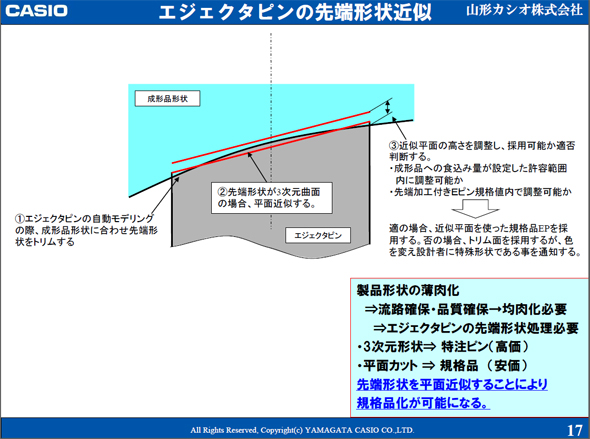
�@�܂��ۃs���Ɗp�s���������I�肵�Ĕz�u���A���Ɋ����ɍ��킹���p�s���̃t�B�b�e�B���O�����s����B���̌�́A�G�W�F�N�^�s���̐�[�`������߂Ă����B
�@�ŋ߂�➑̂�3�����`������Ă��āA�������X���ł���B�s���̌`�������ɉ��킹�Ȃ���A�����Ƃ��ɕ��S���|���Ȃ��`��Ƃ���B�œK�Ȑ�[�`���]�ނȂ�A���̂���3�����`��ɂȂ��Ă��܂��B���̂悤�Ȍ`��̏ꍇ�A�G�W�F�N�^�s���͕W���i�ł͑Ή��ł��������ƂȂ邽�߁A�����ɂȂ�B
�@�R�X�g�𗎂Ƃ����߂ɂ́A�G�W�F�N�^�s���̐�[�`��͋ɗ͕��ʂɋߎ������Č����āA�ł������W���i�őΉ����邱�Ƃ��]�܂����B�n�C�l�b�g���[���h�́u���ʋߎ�����A���S���Y���v�𗘗p���āA���ʋߎ��������v�Z���A�W���i�������I�肷��B
 ���ʋߎ��A���S���Y���̊T�v
���ʋߎ��A���S���Y���̊T�v�@�]���A�G�W�F�N�^�s���̐�[�`��ɂ����ẮA�v�҂��W���i�̌��1�{1�{���������Ă����B�����Ɏ��E�����Ȃ��A���邢�͐v���鎞�Ԃ��Ȃ��ꍇ�́A�����i�����邵���Ȃ������B��[�`��̕��ʋߎ����������������ƂŁA����܂ł̐S���I�E��ƓI�ȕ��ׂ��啝�Ɍ���A�����̐v�҂���Ƃ����B
�@�ˏo���ɑ���G�W�F�N�^�s�����x�i�����j�������v�Z����BNG�ӏ��́A��ʂ�3�������f���Ƀn�C���C�g�\�����Ă����B���̑�́A�ꍇ�ɉ����đ��푽�l�ł��邱�Ƃ���A�v�҂����f����悤�ɂ��Ă���B�����̎����v�Z�̃��W�b�N�ɂ��ẮA���̐}���Q�Ƃ��Ăق����B
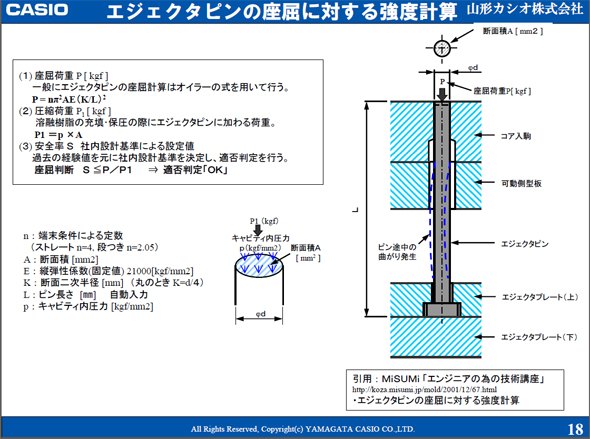 �����̌v�Z���@�i�ꕔ�A�~�X�~�̃T�C�g������p�j
�����̌v�Z���@�i�ꕔ�A�~�X�~�̃T�C�g������p�jCopyright © ITmedia, Inc. All Rights Reserved.
���J�v�̋L�������L���O
- 2000����̈��k�ɑς���@�Z�F�S����3D�v�����^�����S���ޗ���11������e�X�g�̔�
- 20�N�����Ĕ|�����v�Z�p�𐔏\�b�ōČ��@�I�[�g�f�X�N�����AI�~CAD�̉\��
- �v�v���Z�X�Ŋ����ɐ��i�̕i�����m�F�ł��Ȃ����R
- �v���X�e�V��̃f�B�X�N�ŏI���Ŋ������A�֗����̉A�Ŏ����Ă�������
- �u���m�Â���~�����v���ǂ������邩�@�Z�p���Љ�ɓ͂��邽�߂ɕK�v�Ȃ���
- �܂��O�ɋȂ���\�\�e�[�u���r�̍����Ƃ��������Ƃ�
- �F����Ԃ�3D�v�����g�A������\�̃v���W�F�N�g��JAXA�F���헪����ɍ̑�
- ���AI���r���e�B�H�@��^3D�v�����^��2�T�ԂŊ����uZU-RA�v�������\��
- �ς̂��ʂ��J�u�g���V��������!?�@���^�Ȃ��ʼn��ł�����A�V���������̌`
- �p�ԗR����3D�v�����g���i��鎭8�ς̎Q��ԗ��ɍ̗p







![]() ITmedia�̓A�C�e�B���f�B�A������Ђ̓o�^���W�ł��B
ITmedia�̓A�C�e�B���f�B�A������Ђ̓o�^���W�ł��B