平たいポメラ DM100の薄型・軽量設計の軌跡:隣のメカ設計事情レポート(8)(2/4 ページ)
B社の軽量・薄型設計技術
B社は、薄型筺体設計のプロフェッショナルだ。B社にとって、DM100の筺体・機構自体は、基本的に、過去に経験した設計の応用をすればよいだけだった。今回の設計では、彼らの技術やノウハウがふんだんに盛り込まれた。
キングジムが要求事項をB社に伝えたところ、すぐに以下のような資料が戻ってきた。
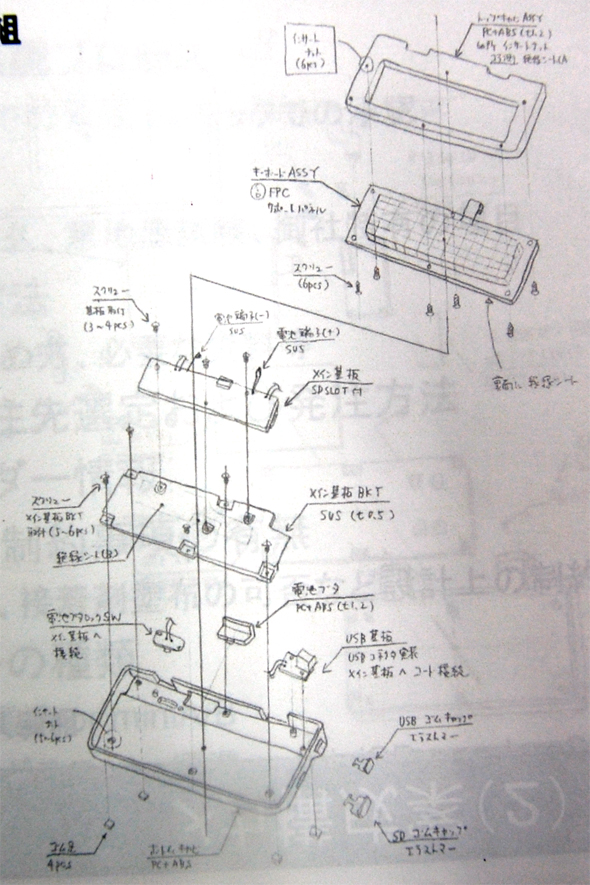
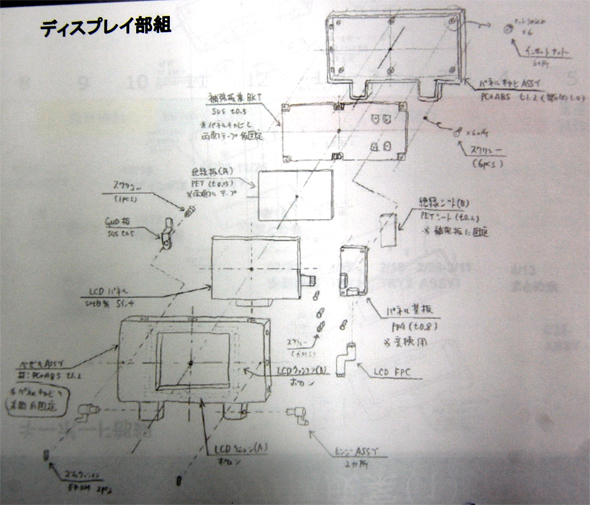 DM100の構想図(開発初期)
DM100の構想図(開発初期)上図、部品構造の描かれたポンチ絵は、市場に出た物と大きく変わらないと言う。薄型・軽量設計のポイントは、基本的に「ひたすら肉抜きする」「部品のやりくりや組み立てを工夫する」ということになるが、B社はそのための設計バリエーションを非常に多く持っていたのだ。
B社の技術のおかげで大きな問題こそなかったものの、小さな問題が積み重なり、開発期間は予定より数カ月後伸びてしまうことになった。
当然、単に減らせばいいものではない。市場に出して問題ない剛性を保ちながら、軽量化しなければならない。記者が取材中も、立石氏が持ち込んだDM100の試作部品たちが、ピチッ、プチッと、破損する。それだけ、部品形状はギリギリだった。
2011年1〜2月の半ばにかけた手作り試作(切削品での試作)では、3台の実機を製作。プラスチック部品やゴム部品は切削加工で製作し、1台につき150万円。その3台の試作機は、A社、B社、そしてキングジムそれぞれに割り当てた。
しかし、A社とB社、それぞれにあてがわれた2台は落下・衝撃試験を繰り返すうちに、“壊れては接着し”を繰り返し、やがて満身創痍となって使い物にならなくなってしまったと言う。キングジムは自社で確保していた試作機を両社に譲ることになったが、それもやがて壊れてしまったとのことだ。
華奢(きゃしゃ)でもろかった部品たちは、やがて落下試験も立派にクリアできるようにまで強く成長していく。
材質変更
設計初期の段階では、全部品中でサイズが大きめな物の材質変更を検討していった。
 DM100のトップパネル
DM100のトップパネルまずLCD側筺体のトップパネルをアルミダイキャストで製作する場合、118gになるところを、マグネシウムダイキャスト製に変えることで80gに抑えることができた。アルミと比べ、マグネシウムはコストアップになるが、1gでも軽くしたいような状況で、38gの削減の貢献は大きかった。
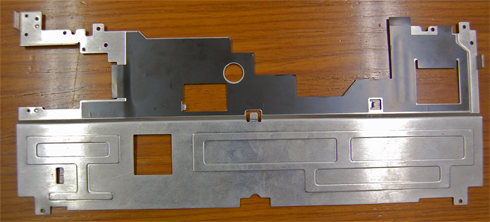 DM100のキーボード補強板
DM100のキーボード補強板t=0.6mmのSUS304製のキーボード補強板も、t=0.8mmのA5052に変更することで、53g削減。上記部品の材料の変更だけで、91gの削減がかなった。
しかし、それでもまだ437g。少なくとも、あと38g削減する必要があるということだ。たかが38g、されど38g……。
ネジを止め、熱溶着を多用する
ネジは、意外とかさばり、重さにも響く。キーボード側筐体ユニットのほとんどを占めるキーボードユニットは、極力ネジを排除し、熱溶着で部品を固定していった。それは、「B社の薄型設計技術の真骨頂」であり、薄型キーボード実現の肝だと立石氏は言う。
DM100のキーボードユニットの背面は、おびただしい量の熱溶着が確認できる。できるだけたくさんのポイントを熱溶着することで、強度を高めているということだ。
 キーボードユニット背面
キーボードユニット背面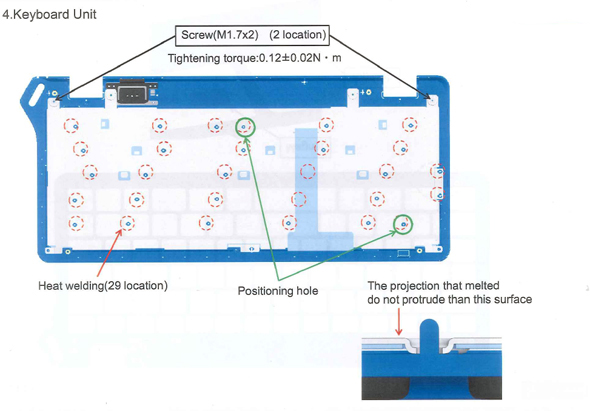 熱溶着(Heat welding)の指示図(手作り試作時):赤い点線の丸、29カ所に熱溶着
熱溶着(Heat welding)の指示図(手作り試作時):赤い点線の丸、29カ所に熱溶着Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 6枚刃を搭載した新「ラムダッシュ パームイン」 小型設計と意匠性をさらに追求
- スマホ映像から最短1分で高精細3Dモデル、NECが生成技術を開発
- 弱い部分が1箇所でもあると台無しに、液晶リペア装置の失敗事例
- 使用中に発火、サーキュレーター10万台をリコール
- 図面AIに「動かせる3Dモデル」の生成機能、関節や可動域を自動認識
- 【レベル4】図面の穴寸法の表記を攻略せよ!
- 顧客の要望をうのみにするな 分析まひを抜け出す「超上流のプロトタイピング」
- 幾何公差の基準「データム」を理解しよう
- 新型コロナで深刻なマスク不足を3Dプリンタで解消、イグアスが3Dマスクを開発
- Autodesk Fusionで設計した超小型衛星「PRELUDE」が軌道投入、初期運用へ







![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。