方法改善の手順:目標の設定と詳細分析-II-:実践! IE:方法改善の技術(3)(3/3 ページ)
4. 代表的分析手法の解説と分析シート(改善技法シート)の具体例
「表1 各種手法の概略と選択基準」では、活用頻度の高い分析手法についての解説と、分析シートの具体的な内容について説明します。実際に活用する際には、以下の点に留意しながら、手法の活用拡大と効果的な利用を図ってください。
(1)用途を限定せず、多目的に使用する
前回の「1. 方法改善とは?」で説明したように、分析と改善は、そのサイクルを回すことによって相乗効果を発揮するため、分析手法であっても改善技法として活用できます。また、その逆も可能であり、「分析」「改善」といった用途に限定せず、また、その対象も「人」「物」「設備」「情報」のすべてに応用し、利用拡大をしていくように心掛けてください。
(2)精粗を使い分ける
各シートとも、標準的な利用方法について述べてありますので、目的に応じて、その精粗を使い分けることが大切です。特に、分析の場合には、分析効率を常に考慮して、せっかくの分析が後で不要になったり、不足のために再三、分析対象職場へ足を運ぶことがないように、事前に検討や準備を十分に行っておく必要があります。
(3)応用範囲の拡大を図る
シート単位の方法から、複数のシートの複合使用やさらには新しい方法の開発など、各シートを基本として、それぞれの応用の拡大を図っていくようにしてください。この場合、自工場や自部門に最適な「手法の適用マトリックス」を作成しておくと、大変便利です。
(4)シート様式の標準化を図る
分析や改善を初めて行う場合は、シート様式の設定に意外と時間を費やしてしまうものです。また、抜けも発生してしまうこともありますので、各シートに対応した標準書式を設定しておくと、準備時間のスピートアップとミス防止に効果的です。
(5)さらに深く学習する
各シートとも、基本的な解説のみにとどめていますので、関連書籍などを参考として、さらに深く学習することにより自己啓発とT. T(Technical Transfer:技術の横展開)を図ってください。
なお、表中の分析手法のうち、いくつかについては手順とサンプルを図版として紹介しています。太字で示した項目はクリックすると具体的な図版と解説を合わせて示しておきますので、参考にしてみてください。
| 分類 | 分析手法 | 分析の狙い | 手法の概要 | |||
|---|---|---|---|---|---|---|
| 品質確保 | 設備効率 | 人的効率 | 仕掛・在庫 | |||
| 時間分析 | ストップウォッチ法 | ○ | ◎ | ストップウォッチによる作業時間分析 | ||
| WS(Work Sampling)法 | ○ | ◎ | ○ | ランダムな瞬間観測による状態分析 | ||
| WF (Work Factor)法 | ◎ | 高精度な標準時間設定 | ||||
| 標準時間見積資料法 | ○ | ◎ | 整備された資料に基づく標準時間設定 | |||
| VTR法 | ○ | ◎ | 設備稼働状況や長時間の作業分析 | |||
| 有効動作分析(作業・動作) | ○ | ◎ | 有効作業と無効作業の作業分析 | |||
| 工程 | 工程分析 | ○ | ◎ | ◎ | 物の加工の流れ分析 | |
| From―Toチャート | ◎ | ○ | ○ | 工程の相互関係の明確化 | ||
| 流れ分析(流れ線図) | ○ | ◎ | ○ | 設備配置や工程の合理化 | ||
| 効率 | レイティング法 | ◎ | 作業者の作業速度の評価 | |||
| バランス・ロス分析 | ◎ | ◎ | 作業時間の不均衡によるロス時間分析 | |||
| 稼働分析 | マン−マシン チャート | ◎ | ◎ | 人と機械の時間的経過の関連性の分析 | ||
| 設備稼働分析 | ◎ | 設備不稼働時間の要因分析 | ||||
| 生活分析 | ○ | ◎ | 作業内容の定量的分析 | |||
| チョコ停分析 | ◎ | チョコ停の現象と原因分析 | ||||
| PM分析 | ◎ | 設備ロスの要因分析 | ||||
| マシン・チャート | ◎ | 自動機の機構相互間の動作時間分析 | ||||
| レイアウト | PQ分析 | ○ | ◎ | ○ | 製品種類別の生産量の分析 | |
| アクティビティ相互関係分析 | ○ | ◎ | ○ | 職場の相互関係(近接性)の分析 | ||
| MH(マテハン)分析 | ○ | ◎ | ○ | 運搬、取扱いコストの分析 | ||
| 運搬活性分析 | ○ | ◎ | ○ | 物の移動し易さの分析 | ||
| 製 品 |
生産性評価の分析 | ◎ | ◎ | 設計段階での組立加工難易度の分析 | ||
| 品質 | QC手法 | ◎ | ○ | ○ | ○ | 問題解決手法(主に数値データ) |
| 新QC手法 | ◎ | ○ | ○ | ○ | 問題解決手法(主に言語データ) | |
| 物流 | 工程長(LT)分析 | ◎ | 製造工程長の内容分析 | |||
| 流動数分析(曲線) | ◎ | 各工程における仕掛数推移の分析 | ||||
| 技能 | 技能棚卸分析 | ◎ | 技能レベルの把握 | |||
| 習熟曲線 | ◎ | 未経験者の習熟期間を求める | ||||
| 表1 各種分析手法の概略と選択基準 | ||||||
図版リンク
上記の表のうち、サンプルを別リンクで紹介しているものについては別途下記にもまとめておきます。
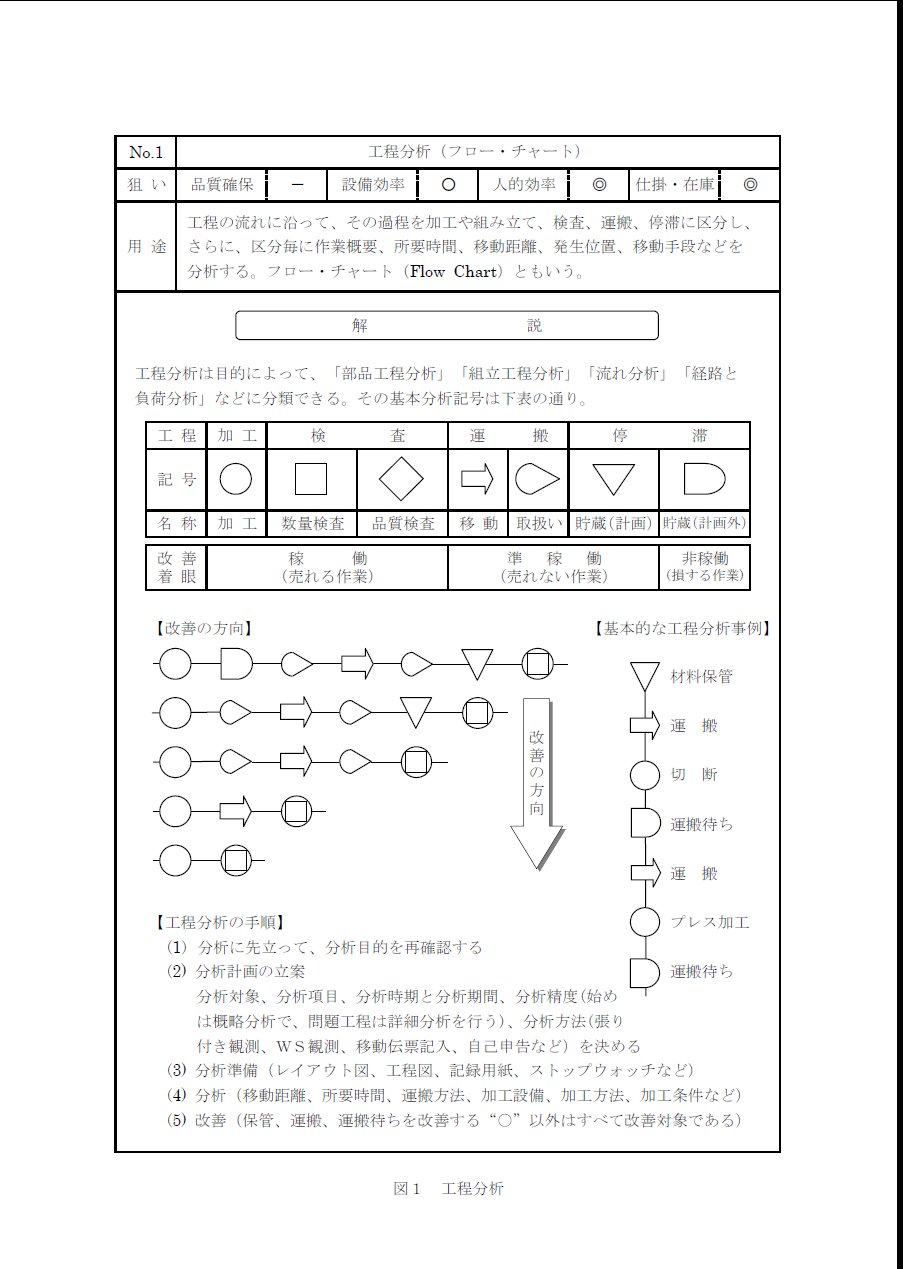
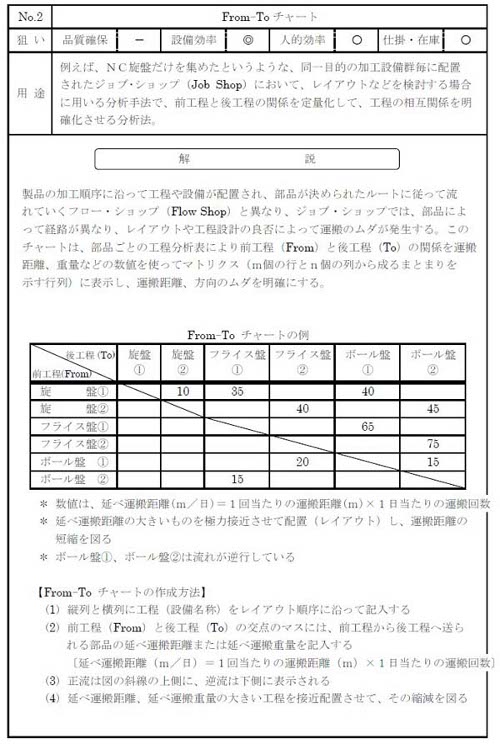 図2 From-Toチャートの例,/mn/files/20100112/zu02.jpg
図2 From-Toチャートの例,/mn/files/20100112/zu02.jpg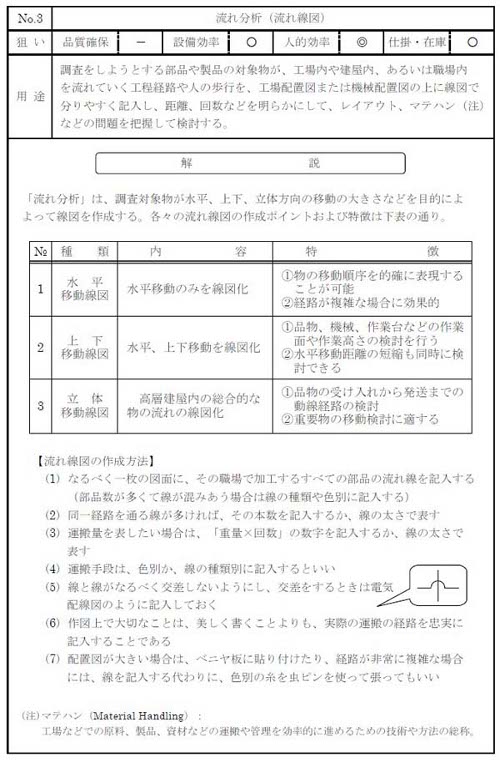 図3 流れ分析の例,/mn/files/20100112/zu03.jpg
図3 流れ分析の例,/mn/files/20100112/zu03.jpg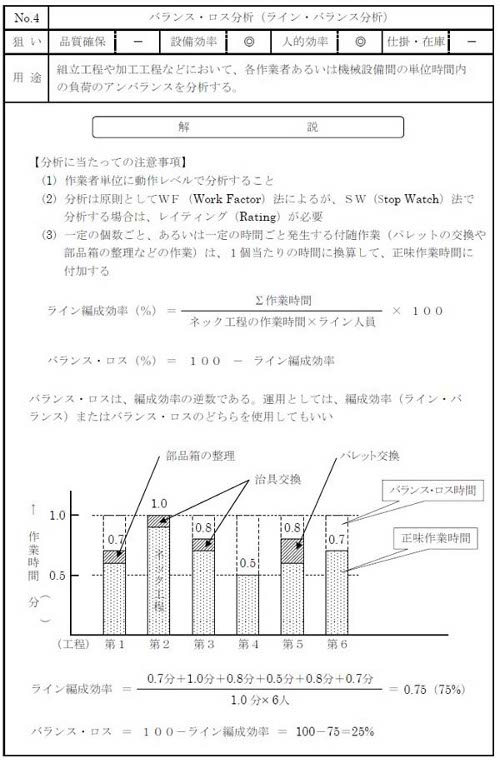 図4 バランス・ロス分析の例,/mn/files/20100112/zu04.jpg
図4 バランス・ロス分析の例,/mn/files/20100112/zu04.jpg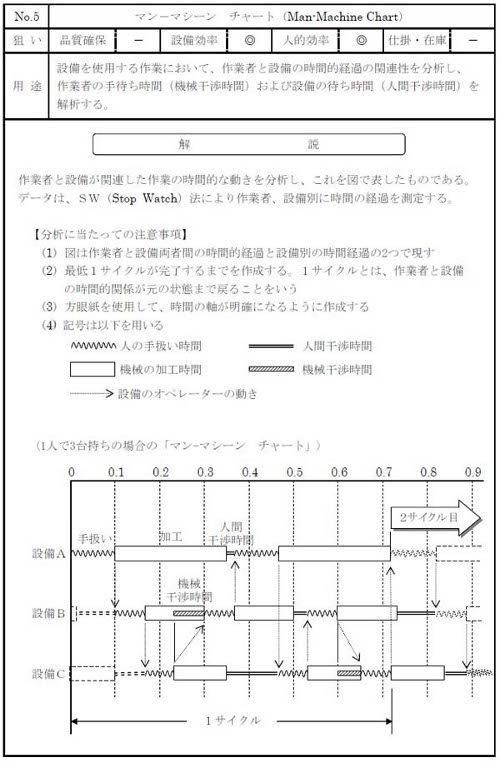 図5 マン マシンチャートの例,/mn/files/20100112/zu05.jpg
図5 マン マシンチャートの例,/mn/files/20100112/zu05.jpg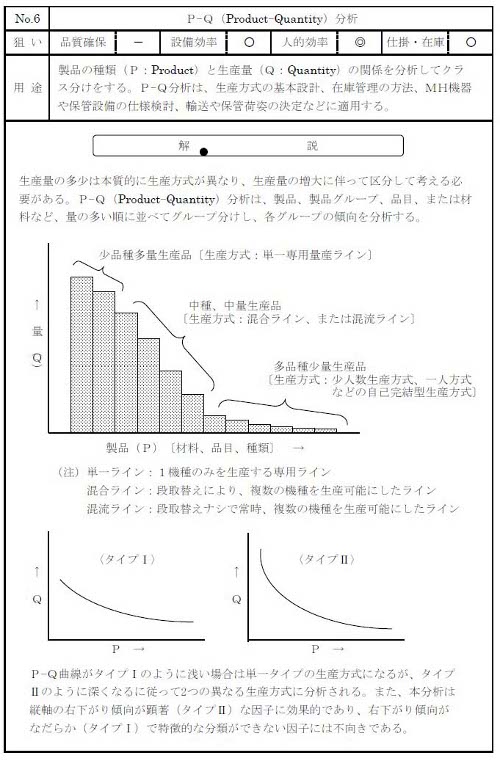 図6 PQ分析の例,図6 PQ分析の例,図6 PQ分析の例,/mn/files/20100112/zu06.jpg
図6 PQ分析の例,図6 PQ分析の例,図6 PQ分析の例,/mn/files/20100112/zu06.jpg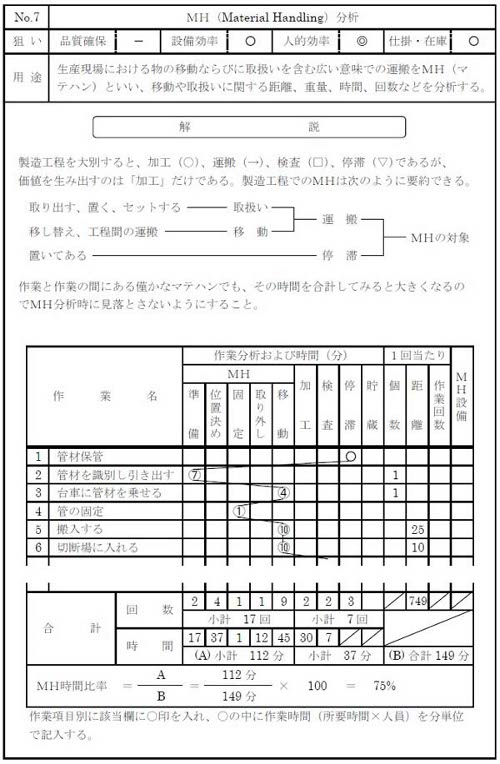 図7 MH分析の例,/mn/files/20100112/zu07.jpg
図7 MH分析の例,/mn/files/20100112/zu07.jpg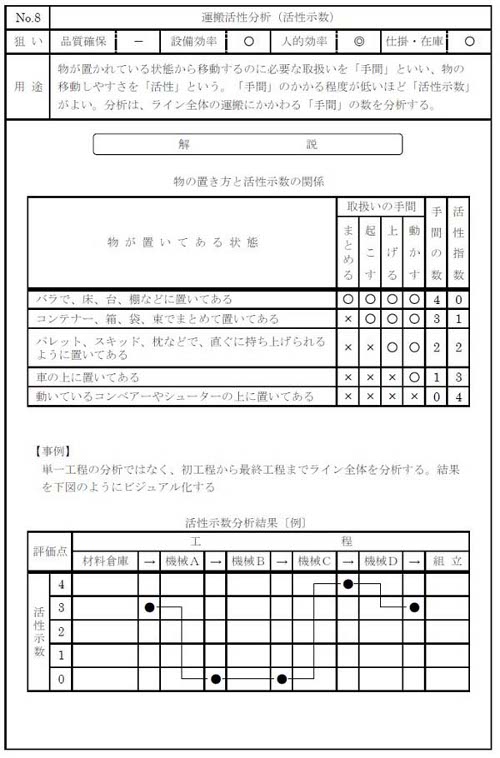 図8 運搬活性分析の例,/mn/files/20100112/zu08.jpg
図8 運搬活性分析の例,/mn/files/20100112/zu08.jpg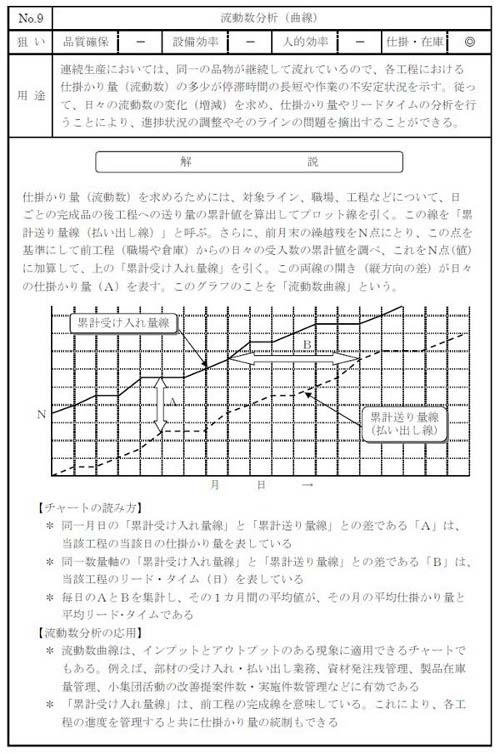 図9 流動数分析の例,流動数分析の例,図9 流動数分析の例,/mn/files/20100112/zu09.jpg
図9 流動数分析の例,流動数分析の例,図9 流動数分析の例,/mn/files/20100112/zu09.jpg5. 「科学的」アプローチの勧め
「科学的」とは、「物事を実証的・論理的・体系的に考える様。(広辞苑)」とあります。そのためには、まさしく事象を数値でとらえなければ始まらないのではないでしょうか。ところが、昨今の現場では、現状分析などを試みようとする人たちが、定石的な分析手法すら知らないという状況になっているように感じています。問題を分析したり評価したりする手法は、「現場の管理力や改善力」を支える最も基本的なことです。この「力」を落としては日本のモノづくりの弱体化を引き起こしてしまいます。事象を粘り強く定量化して問題を把握するといったアプローチは、新しい問題解決には必須です。
ぜひ、分析手法を現場の管理や改善活動に大いに役立てていただきたいと思います。また、分析手法の徹底活用は、何事も数値化して論理的に物事を考える習慣が身に付くことになり、次のような利点が業務遂行上に認められるようになってきます。
- 自分自身の発想を支援する
- 資料の信頼性が増す
- 効率的な問題解決の手段として効果を発揮する
- 誰にでも客観的な正しい理解の助けとなる
◇ ◇ ◇
今回は、「方法改善の手順」のうち「詳細分析」について前回に引き続いて分析手法の詳細を説明しました。いかがでしたでしょうか?
とにかく、あまり難しく考えないで慣れることが大切です。
さて、次回の「方法改善の技術(4)」では、方法改善の手順・7つのステップのうち、3つ目の「分析結果のまとめ(改善の検討)」以降の方法改善のステップについて解説します。改善で大切なことは、「ものの見方、ものの考え方」ですが、とにかく、現場での科学的アプローチによる改善活動を通して身に付けていくことが大切です。ご期待ください!!
筆者紹介

MIC綜合事務所 所長
福田 祐二(ふくた ゆうじ)
日立製作所にて、高効率生産ラインの構築やJIT生産システム構築、新製品立ち上げに従事。退職後、MIC綜合事務所を設立。部品加工、装置組み立て、金属材料メーカーなどの経営管理、生産革新、人材育成、JIT生産システムなどのコンサルティング、および日本IE協会、神奈川県産業技術交流協会、県内外の企業において管理者研修講師、技術者研修講師などで活躍中。日本生産管理学会員。
Copyright © ITmedia, Inc. All Rights Reserved.
製造マネジメントの記事ランキング
- 「環境に良いことしかやらない」 MIRAI-LABOはなぜ独自製品を生み出せるのか
- マツダのモータースポーツの“聖地”は深川に、新たなブランド体験拠点を開設
- 地震、台風、有事の寸断――日本のサプライチェーン危機管理を変えるとき
- 自動車14社が参画、CLOとAI連携で“フィジカルインターネット”実現へ
- 三井不動産がデータセンターに6000億円超投資、物流の枠超え「産業デベロッパー」へ
- データはあるのになぜ使えない? 日本の製造業に必要な「データ活用基盤」
- 投資は多いのに稼げない、日本製造業の投資先を分析する
- 現場が求めるAIと、ITベンダーが提案するAIの「ズレ」
- USBメモリだけではない、身近なUSB機器に潜むリスク
- 見えない仕事を可視化する「自己申告法」と間接業務を効率化する「帳票分析法」
コーナーリンク





![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。