CNCによる機械加工の進化〜第2期後半 複合加工機と5軸加工機の登場:CNC発展の歴史からひもとく工作機械の制御技術(4)(3/3 ページ)
本連載では、工作機械史上最大の発明といわれるCNCの歴史をひもとくことで、今後のCNCと工作機械の発展の方向性を考察する。連載第4回目の今回は、CNC機が工作機械の標準になり、5軸加工機などが登場した時期に焦点を当てる。
マイクロプロセッサの高性能化と表示制御部の分離
ここで時代を少しさかのぼり1985年から第2期の終わりである1997年にかけて、CNCの演算デバイスや内部構造がどのように発展したかを紹介したい。
まず、第3回の記事で紹介した、ファナックが1985年に開発した「FANUC SYSTEM 0」では、演算デバイスとして16bitのマイクロプロセッサが採用されていた。
これに対して、ファナックが1987年に開発した「FANUC Series 15」や三菱電機が1988年に開発した「MELDAS300」では、32bitのマイクロプロセッサが採用された。これにより高速で複雑な演算が可能となり、CNCの高機能化を促進することとなった。
なお、16bitや32bitというのはマイクロプロセッサの内部で一度に演算できるbit数であり、このbit数に合わせてマイクロプロセッサの内部のレジスタ幅や外部のバス幅なども設計されている。基本的にはこのbit数が大きいほど演算能力が高くなり、高速演算が可能ということになる。
また、この時期には世の中においてコンピュータ技術の汎用化が進んでいた。1984年にIBMが「IBM PC AT」というPCを発売し、PCの普及が始まったのである。
これに伴い、CNCの表示制御部へのPCの活用が進んでいく。これまでCNC内部で演算処理を行っていた表示制御部を分離して独立させ、CNCの数値演算部などとは高速シリアル通信で接続するようにしたのである。
表示制御部がモニター画面に表示するソフトウェアは、オペレーターが機械と直接接触し操作するという意味でHMI(Human Machine Interface)ソフトウェアといわれている。このHMIソフトウェアのためのユニットとしてPCを利用したのが、1993年にファナックが開発した「MMC-IV」であり、PCの機能をハードウェアボードに収めたものだった。
数値演算部などCNCの主要機能に「FANUC Series 16」を採用し、表示制御部にMMC-IVを採用したCNCを図8に示す。
CNCの機種名の末尾に0(ゼロ)を1つ加えて「FANUC Series 160」と命名していた。その内部構造を図9に示す。MMC-IVのハードウェアボードをFANUC Series 16に装着して高速シリアル通信でデータ交換を行っており、まさにCNC内にPCを内蔵して合体させた装置だった。
MMC-IVは、当時のPCの標準形となっていたIBM PC ATの互換機として開発し、OSには当初はマイクロソフトのMS DOSを採用していたが、後にはWindowsも採用した。CAD、CAM、データベースといったPC上の豊富なソフトウェアを工作機械の前でそのまま活用できるのが利点だった。
工作機械メーカーが独自のHMIソフトウェアを開発し、個性的なCNCを提供していくことを可能にしたのである。
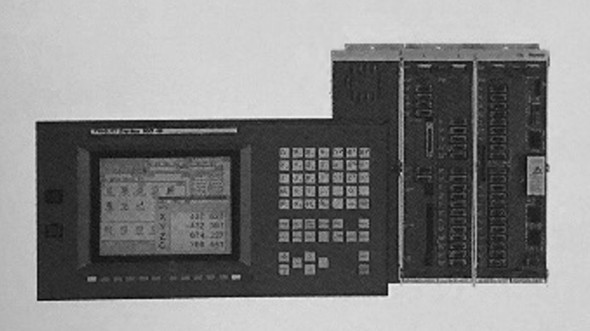
図8 FANUC Series 16の表示制御部にMMC-IVを採用したCNC「FANUC Series 160」出典:「オープンCNCにおけるパソコン活用の実際」(著者:宮田光人/ファナック、日本工業出版、機械と工具 1995年2月号)
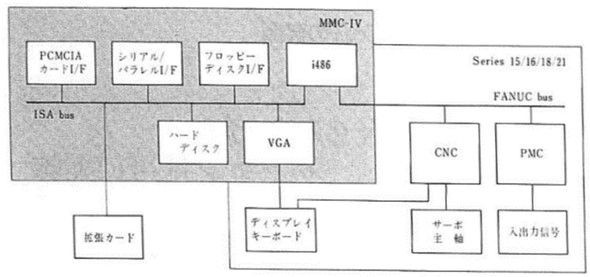
図9 FANUC Series 16の表示制御部にMMC-IVを採用したCNC「FANUC Series 160」の内部構造 出典:「オープンCNCにおけるパソコン活用の実際」(著者:宮田光人/ファナック、日本工業出版、機械と工具 1995年2月号)
まとめ
CNC機の比率が高まり工作機械の標準となった第2期の時代について、2回の記事に渡って紹介してきた。この時期には工作機械を使いやすくする機能がCNCに次々と搭載されていった。

ここで、この時代の象徴的な製品を最後に紹介したい。第2期の終わりよりも少しだけ先となるが、1999年に森精機(現DMG森精機)が開発した「MAPPS」である(図10)。
採用しているCNCのメーカーにより工作機械の操作性は大きく異なるというのが通常だが、HMIソフトウェアを統一することで共通の操作性を実現した製品だった。
これまで紹介してきたように、CNCにおいて表示制御部の分離が進んできたからこそ、MAPPSは実現することができたのである。森精機は工作機械の機種によって、ファナックと三菱電機のCNCを使い分けていたが、独自に開発した共通のHMIソフトウェアも搭載してそれぞれのCNCに接続していた。そのため、全く同じ操作性を工作機械のオペレーターに提供することができたのである。
MAPPSには対話式プログラミング機能も搭載されており、使いやすさを追求した第2期の代表的なCNCといえるだろう。
次回の第5回では第3期の解説に入る前に、CNCの外部通信技術が進化し、ネットワークを介してさまざまな機械やシステムと連携するように発展していった様子について紹介する。
謝辞 本稿は高桑MT技術士事務所 高桑俊也氏の監修の元、執筆を行った。CNCの歴史についての知見とその整理の方法など、実に数多くの助言をいただき、ここに同氏に対して感謝の意を表す。
著者紹介:

高口順一(こうぐち じゅんいち)
ベッコフオートメーション ソリューション・アプリケーション・エンジニア 博士(工学)
東京大学工学部を卒業後、ものづくりコンサルティングファームに入社。その後、工作機械メーカーを経て、2015年からはドイツの制御装置メーカーであるベッコフオートメーション株式会社にてPCベースPLC/CNCであるTwinCATの技術を担当している。2024年には東京工業大学工学院 博士課程を修了。「センサ信号解析および機械学習に基づくエンドミル加工の状態モニタリング」を研究テーマに据え、工作機械とCNCの発展のために取り組んでいる。
Copyright © ITmedia, Inc. All Rights Reserved.
関連記事
 CNCとは何か〜工作機械史上最大の発明
CNCとは何か〜工作機械史上最大の発明
本連載では、工作機械史上最大の発明といわれるCNCの歴史をひもとくことで、今後のCNCと工作機械の発展の方向性を考察する。連載第1回目の今回は、まずCNCとは何かについて改めて説明する。 CNCの誕生〜第1期 工作機械にコンピュータが搭載されるまで
CNCの誕生〜第1期 工作機械にコンピュータが搭載されるまで
本連載では、工作機械史上最大の発明といわれるCNCの歴史をひもとくことで、今後のCNCと工作機械の発展の方向性を考察する。今回は、CNCが誕生した時代を振り返り説明する。 使いやすいCNCへ〜第2期前半 対話式プログラミング機能の登場
使いやすいCNCへ〜第2期前半 対話式プログラミング機能の登場
本連載では、工作機械史上最大の発明といわれるCNCの歴史をひもとくことで、今後のCNCと工作機械の発展の方向性を考察する。連載第3回目の今回は、CNCを搭載した機械の比率が高まり、工作機械の標準になった時代に焦点を当てる。 工作機械の共通インタフェース「umati」とは何か?
工作機械の共通インタフェース「umati」とは何か?
工作機械のスマート化に向けて注目されている通信規格が「umati」である。本連載では「umati」とはどういう規格なのか、技術的にはどういう背景があるのか、どのような活用シーンがあるのかについて、紹介する。第1回となる今回は「umati」とは何かをテーマに概要を取り上げる。 「umatiとはUSBのようなもの」キーマンに聞くumatiの最新仕様と将来像
「umatiとはUSBのようなもの」キーマンに聞くumatiの最新仕様と将来像
工作機械の共通インタフェースとして注目を集める「umati」。「umati」とはどういう規格でどう活用すべきかを紹介してきた本連載だが、第3回は「umati」の規格策定を進める組織の中核を担うアレクサンダー・ブルース氏へのインタビューの内容をお伝えする。 新生umatiの進む道――工場内のあらゆる機械装置の共通インタフェースへ
新生umatiの進む道――工場内のあらゆる機械装置の共通インタフェースへ
工作機械の共通インタフェースとして注目を集める「umati」について紹介してきた本連載だが、今回はこの「umati」についての大きな変化があったため、その内容について解説したい。