3σと不良品発生の確率を予測する「標準正規分布表」:3D設計推進者の眼(31)(4/4 ページ)
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。
工程能力指数とは
私自身も半導体後工程の装置を担当していた頃に、顧客より「工程能力指数」について言及されることがありました。
装置における工程能力とは、定められた規格値内の製品を製造することにありました。この規格値も公差によって定められています。部品加工を考えれば、定められた公差範囲に部品加工できる能力を指標化することになります。
設計者が公差計算・公差解析を行う時、要求仕様に基づき設定する公差によって影響を受けるだろう加工や組み立てにおいて、「その公差範囲でものが加工できるだろうか」「組み立てができるであろうか」という検討が必要になるわけです。
工程能力を検討する上では、設計者と部品製造、設計者と生産管理部門や組立担当、部品製造と生産管理部門や組立担当の間などで、この工程能力について“せめぎ合い”があることでしょう。加工や組立担当からすれば、実現の難しい公差の要求や組立精度を保証できない設計で、高い工程能力を求められても困るばかりです。
その逆に、設計者が難しいと考える公差が、加工や組立からすれば、容易な場合があるかもしれません。そこでこの工程能力を満たすための共通的なキーワードとして「公差について同じ土俵の上での勝負」をすることが可能になるわけです。
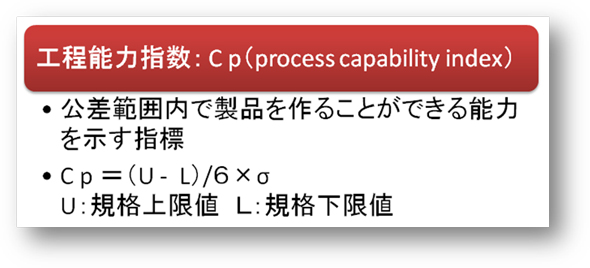
「Cp」を求めるには、以下の計算をします。
Cp=(U-L)/6×σ(U:規格上限値L:規格下限値)
この計算式から分かることは、「U-L」すなわち「公差範囲がσの6倍すなわち3σ区域(±3σ)にある時」は、「Cp=1」になるということです。これをグラフにすると次のようになります。
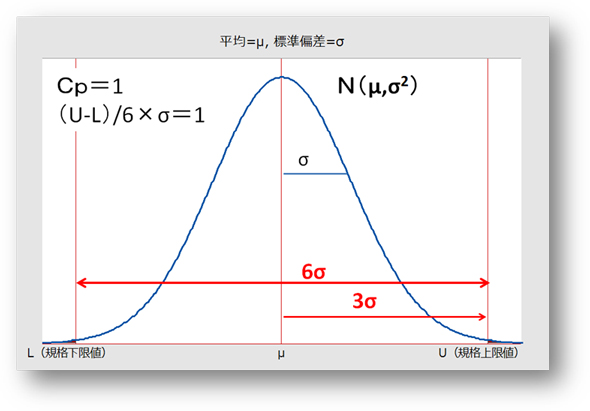
では、Cp=1の場合、規格上限値Uを超える不良率はどう推測できるでしょうか。
- x=U=μ+3σ
- Kε=(x−μ)/σ=((μ+3σ)−μ)/σ=3
標準正規分布表より、「ε=0.001350」となり、「0.135%」となりました。このCp=1という指標が工程能力指数においてその能力を判断する上での目安となります。
この続きは次回にしましょう。お楽しみに。(次回に続く)

Copyright © ITmedia, Inc. All Rights Reserved.
関連記事
 公差を緩くすればコストダウンできるわけではない
公差を緩くすればコストダウンできるわけではない
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は公差計算と正規分布について考える。 標準偏差って何? 公差設計で生産バラツキを統計学的に考える
標準偏差って何? 公差設計で生産バラツキを統計学的に考える
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は、生産のバラツキを統計学的に考えながら、標準偏差について解説する。 3D CADと連携する公差解析ツールを使って計算してみる
3D CADと連携する公差解析ツールを使って計算してみる
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は互換性の方法と不完全互換性の方法について説明するとともに、SOLIDWORKSで使える公差解析ツールを使ってみる。 寸法測定をする前に確認したい基本的なこと
寸法測定をする前に確認したい基本的なこと
幾何公差や寸法測定の課題に対する幾つかの取り組みを紹介していく本連載。第7回は筆者の考える、製品化の段階とそのフェーズにおける、寸法測定の目的や方法について解説する。 シックスシグマ
シックスシグマ
メカ設計者のための用語辞典。今回は「シックスシグマ」について解説する。 標準偏差
標準偏差
標準偏差とは? その概要や基礎を分かりやすく解説するメカ設計者のための用語辞典。