工程能力指数のCp、千のうち本当のことは3つしか言わない千三つ:3D設計推進者の眼(32)(1/3 ページ)
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は、工程能力指数について解説する。
前回は、「正規分布の標準化」を主体に、最後は「Cp:工程能力指数」とはという話をしました。理論というもの理解するのが少々厄介かもしれません。ツールでは、理論を理解していなくても答えを得ることはできますが、その判断は理論の理解なしでは得ることができません。もうしばらくお付き合いをお願いします。
さて、工程能力指数の復習です。工程能力指数Cp=1とは、以下のことを示してます。
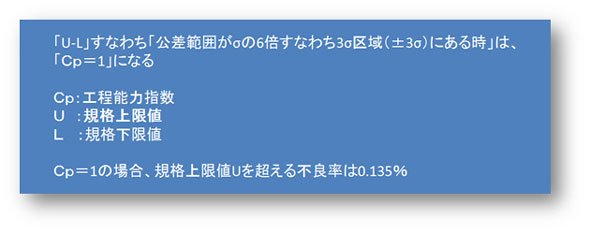
設計者が公差を設定し、この片側(仮に上限側)の公差値を超える確率、すなわち不良率が0.135%の状態となります。寸法公差のように両側規格を考える場合、反対側(上限側に対し下限側)も同じ不良率になるので、
上下限を超える不良率は、以下のようになります。
0.135%+0.135%=0.27%=0.3%
1000個作ると3個不良ということになります。これが、Cp=1の時に統計学的に推定できる不良率です。
余談ですが、「千三つ」という言葉をご存じですか? 千三つとは、「千のうち本当のことは3つしか言わない」という意味の慣用語で、江戸時代初期には既にあった言葉とも言われているようです。この時代の人も工程能力指数を測ったのでしょうか……。昭和生まれの方なら、「ナハッナハッ」と言うあのタレントさんを思い浮かべるでしょうか。
さて素朴な疑問として、「Cp=1以外ではどうなるのか?」と考えることでしょう。公差の範囲がσの2倍、すなわち2σ区域(±1σ)にある時、同様に4σ(±2σ)、8σ、10σにある時は不良率はどうなるのでしょう。Cp=1の時と同様に計算をしてみます。
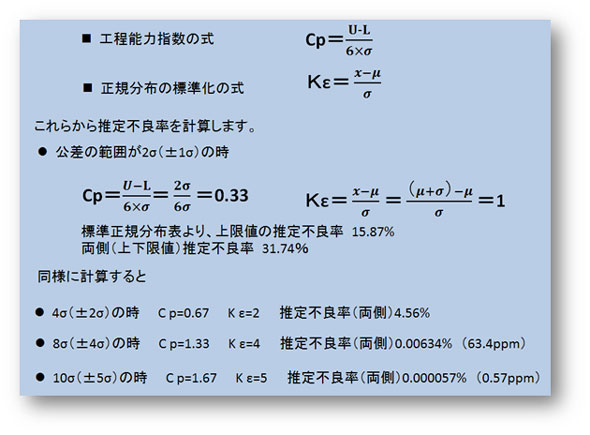
Cp=0.67になると、100個作って4個の推定不良率となり。Cp=1に比べ、一桁大きな値になってしまいます。その逆に8σ、10σになるとppm(パーツ・パー・ミリオン)となり、これは、100万分のいくらという割合を示す数なので、非常に微量であることが分かります。
工程能力指数の良しあしを判断する時の基準とすれば、Cp=1(千三つ)になります。これ以下の工程能力指数となる場合は、対策を考えなければなりません。
工程能力指数を決めるパラメータは何になるのでしょうか。式を見れば一目瞭然です。分子の U-L:上限規格値と下限規格値の幅 と 分母の σ:バラツキの大きさですので、「分子を大きくする ことと 分母を小さくすること」でCpの値を大きくすることができます。
では具体的にどのような対策をすることになるのでしょうか?
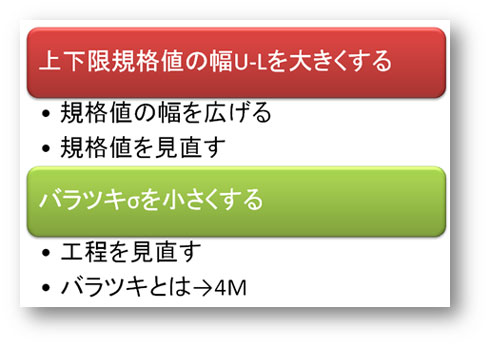
「規格値が厳しすぎる」のか、その反対に「甘すぎるのか=余裕がありすぎる」のか、「適切な規格値であるのか」を検討しなければなりません。
この規格値は、公差として設計者が設定するものです。アセンブリーを組み立てる上で、そのアセンブリーを構成する個々の部品に設定される公差では、構成する部品全体の公差のバランスが必要になります。
極端に実現の厳しい公差やその一方で余裕のあり過ぎる公差の組み合わせは、最適であるとはいえません。「厳しすぎる」あるいは「甘すぎる」というものは、実際の部品加工による実力値、すなわちバラツキからら判断することができます。これが公差のPDCA(Plan−Do−Check−Action)です。この公差のPDCAについては、私自身の考えとして、その一例を次の図のように示してみました。
なお、公差設計・公差解析の第一人者である栗山弘氏(プラーナー 会長)の解釈では、以下のようになります。
- P:公差の値を決める
- D:公差を正しく表現して伝える
- C:工程能力を確認する
- A:次の製品へ反映する としています。
以下の図は、筆者の解釈です。
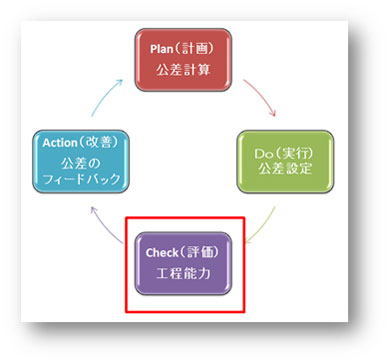
工程能力を評価することは、次回の製作に向けた公差のフィードバック(反映)のための評価になっていることが分かります。
Copyright © ITmedia, Inc. All Rights Reserved.