工程能力指数のCp、千のうち本当のことは3つしか言わない千三つ:3D設計推進者の眼(32)(2/3 ページ)
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は、工程能力指数について解説する。
Cpkとは
さて工程能力指数Cpの他に、「Cpk」はご存じでしょうか? Cpkもまた工程能力指数のことです。
Cpkとは「Process Capability index+Katayori」の意味です。「k」は「偏り(Katayori」の頭文字です。Cpkは、日本で作られた定義です。Cpでは、「平均値μと規格範囲(上限値と下限値)の中央(中心)値が同じである」という条件で計算をしましたが、Cpkでは「k」である偏りがある状況で考えています。「平均値μと規格範囲(上限値と下限値)の中心値が同じではない」「平均値μは規格上限値または下限値の方にかたよっていたりする」という状態です。
部品加工で例えれば、こんな感じです。
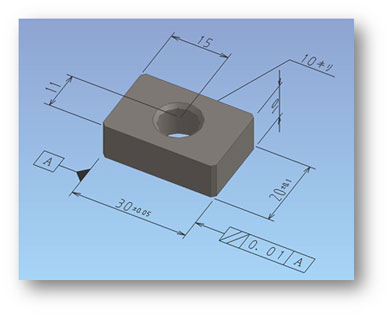
この部品の長さ方向の寸法は30±0.05[mm]になります。上下限規格値は29.95[mm]から30.05[mm]となり、平均値が上下限値の中心であれば、その値は30.00[mm]になります。
しかし、その平均値が、29.98[mm]であっても30.02[mm]となることもあり、また上下限規格を満たしていることに変わりはないということになります。このように偏りを持つ工程能力指数Cpkはどのように算出するのでしょうか。
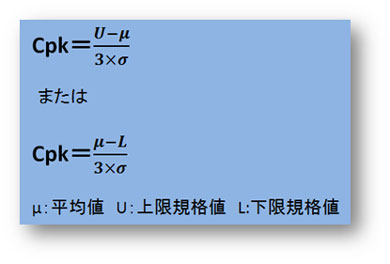
この式から、分子は上限値もしくは下限値と平均値の幅となり、また分母は、Cpがバラツキσの6倍だったのに対して、その半分の3倍となっていることが分かります。
このことから、この数式によって求められるものが、上限値もしくは下限値という規格の片側を対象にしています。正規分布のグラフで示してみましょう。
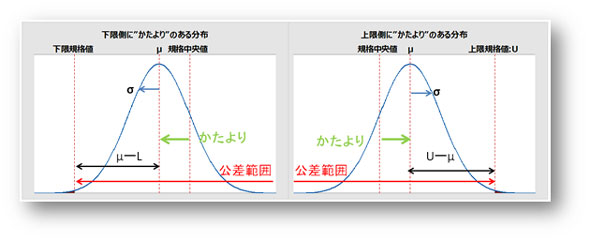
私の経験では、実際の加工のバラツキでは、公差の中心値を狙っていくものの、このように上限側もしくは下限側にある傾向のものがありました。このCpkにおいてはどのようなことが起こり得るのでしょうか。Cpkの値が小さくなるということは推定不良率が高くなることを示します。
計算式から言うと、「分子が小さくなる」または「分母が大きくなる」ことを示します。分母が大きくなるということは、これまで通り「バラツキが大きい」ということになります。分子が小さくなるということは、「規格中央(中心)値からの偏りが大きくなり、一方の規格値に近づいていく」ことを示しています。
上の図で言えば、下限側にかたよりがあれば、下限値に近づいていく傾向であり、上限側にかたよりがあれば、上限値に近づいていく傾向にあると、Cpkは小さくなります。
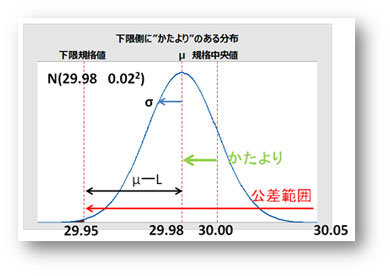
先に参考モデルを例に、Cpk、正規分布の基準化Kε・推定不良率を計算してみます。
下限規格値=29.95[mm]、上限規格値U=30.05[mm]、平均値μ=29.98[mm]、標準偏差σ=0.02と仮定した時、下限値側については以下の通りです。
≪Cp=(μ−L)/3σ=(29.98-29.95)÷(3×0.02)=0.5
Kε=0.5×3=1.5≫(Cp=1の時、Kε=3だったことを利用)
正規分布表よりKε=1.5の時、推定不良率は0.0668となり6.68%、一方上限値側では、以下です。
≪Cpk=(U−μ)/3σ=(30.05−29.98)÷(3×0.02)=1.167
Kε=1.167×3=3.5≫
正規分布表よりKε=3.5の時、推定不良率は0.00023となり0.023%、上下限両方を考慮した推定不良率は6.68%+0.023%=6.703%となります。
下限規格値L=29.95[mm]と、上限規格値U=30.05[mm]と、平均値μ=30.00[mm]と、標準偏差σ=0.02と仮定し、Cpを計算してみた場合は、以下となります。
Cp=(U−L)/6×σ=(30.05−29.95)÷(6×0.02)=0.833
先ほど計算した、下限値側のCpkと比較すると、Cpk=0.5<Cp=0.833という関係が成り立っていることが分かります。このような状態においては、分布の中心を規格値の中心に近づける必要があると考えます。
Cpk≒Cpであれば分布の中心と規格値の中心が同じであることから問題はないと考えます。
なお、規格値、公差としては片側公差もありますが、この場合の工程能力指数Cpkとして考えるべきだと私は考える一方、実際の公差計算・公差解析では片側公差を中心値化する手法があります。これは次回以降にお話しすることにしましょう。
Copyright © ITmedia, Inc. All Rights Reserved.