寸法測定をする前に確認したい基本的なこと:寸法を実感する! 測定講座(7)(3/3 ページ)
幾何公差や寸法測定の課題に対する幾つかの取り組みを紹介していく本連載。第7回は筆者の考える、製品化の段階とそのフェーズにおける、寸法測定の目的や方法について解説する。
幾何公差と測定値の扱い
次に、幾何公差の測定値の扱いです。前回まで見てきた各幾何公差ですが、注目すべきは、「公差値に負の値がないこと」と、「片側公差が設定されていないこと」です。このことは、従来の公差に対する認識と大きく考え方の転換が必要です。
1つは、この値は正規分布に従う可能性が小さいため、そのまま上記の式で標準偏差を求めても意味がなく、工程能力の検証に注意を要することです。その場合は、まずヒストグラムを描いてみて、実際の値の分布状態と規格幅とを目で比較検証する必要があります。
技術者は安易に計算式に頼ることなく、グラフを眺める習慣が重要だと私は考えています。
さらに、測定値の検証ですが、測定を依頼した時などに注意を要することです。図3は高さ方向の位置度を指示した例です。
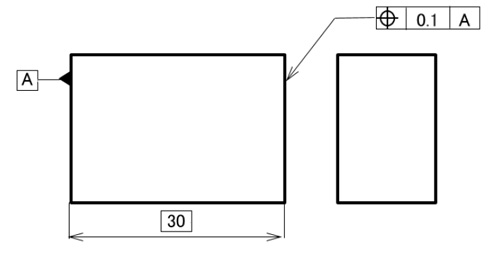
測定値が、30.07の場合と29.93の場合、実測定値が正負方向で全く逆方向ですが、測定装置、または測定者によっては、出力を単に公差値0.1と対比して、0.14でNGと判定する可能性があります。この場合、金型修正を行う場合に、どの方向に修正するかの判定ができないことになります。従って、事前に目的を明らかにして、単なる合否判定ではなく、実際の位置、つまり測定の生データを知りたい旨を共有化することが重要です。もちろん、幾何公差の大きな効果として、2点測定ではなく、対象の平面全体の測定が行われるはずです。その効果を最大限に活用することも重要です。
このことは、穴の位置度の場合も同様で、理想的な穴の中心軸の位置を半径方向の偏差で検証するのですが、何も指定しないと、ずれの方向性に関しては出力せずに、穴位置の生データ(X,Y座標)から計算された半径方向の偏差の2倍の値が出力される可能性が大きいのです。
今回は、測定に関して再考していただきたい、基本的な留意事項および幾何公差の測定に関する留意事項について述べました。次回から、実際の測定に関して述べて行きたいと思います。
筆者紹介
木下悟志(きのした・さとし)
プラーナー 研修推進室 室長 シニアコンサルタント。セイコーエプソンにて34年間勤務。プラスチック応用の開発経験が長く、非球面レンズや超小型ギヤードモーターの開発から量産、マーケッティングまで経験した。また基幹商品であるウオッチ、インクジェットプリンタ、プロジェクターの要素開発にも長く関わった。近年は研究開発部門のマネジメントにおいて開発の意思決定や外部との共同研究・共同開発の方向付けをした。材料開発、機構設計、プロセス開発、計測技術開発と幅広い知見を持つ。2015年より、設計者の能力開発を支援するプラーナーのシニアコンサルタントとして、幾何公差と計測技術を融合したセミナーを創出し、担当している。大手企業をメインに多数の企業で連日セミナーを担当し、実践コンサルも行っている。
Copyright © ITmedia, Inc. All Rights Reserved.
関連記事
 幾何公差の基準「データム」を理解しよう
幾何公差の基準「データム」を理解しよう
データムの配置位置の仕方には、さまざまなルールがあるので要注意。あなたの作成した過去図面は大丈夫? 角Rを付ける理由、そして公差とは何か?
角Rを付ける理由、そして公差とは何か?
角Rはどうして付けるのか? 公差とは何なのか? ――樹脂部品を設計する上での、製図お作法の「超基本」を解説する。 なかなかうまくいかぬ、公差設計推進の理想と現実
なかなかうまくいかぬ、公差設計推進の理想と現実
機械メーカーで3次元CAD運用や公差設計/解析を推進する筆者が実際に行った公差設計推進や、そこで直面した問題などについて語る。 公差解析、どうしてみんなやらないの?
公差解析、どうしてみんなやらないの?
公差解析は難しくて面倒そうだし、実機を作って検証したほうが早い? しかしそれで、今日の厳しい市場で生き残れるだろうか