切削加工に必要な9つのモノと完成の喜びと、気まぐれでそっけないアイツ:ママさん設計者がやさしく教える「CNCフライス超入門」(6)(4/6 ページ)
ファブレスメーカーのママさん設計者がCNCフライスの特長や魅力、使い方を分かりやすく解説する連載。第6回はいよいよ最終回! 必要な物をそろえて、いよいよ切削加工の本番へ。完成品はもちろんネコさまにチェックしていただく。
切削加工タイム始まるよ
それでは、勇気を持って実行ボタン(図18)を押しましょう。
切削が始まると、実行ボタンは一時停止ボタンに変わります。本番では高速で回転する刃物が縦横無尽に動いて危険ですから、むやみに手を出さないようにしてください。万が一、加工中にエンドミルが折れたとか、材料の固定が甘くてワークがずれたなどのトラブルが発生したら、慌てずに一時停止ボタン(図19)で機械を止めてから処置をしましょう。

さあ! 切削本番のはじまりです。外周スリット部の荒加工からスタート!(図20)
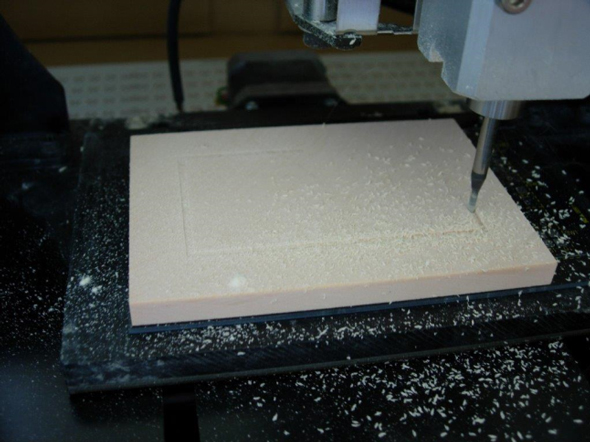
外周スリットの荒加工に続いて、64mm×34mm×深さ1mmのポケットを荒加工します(図21)。
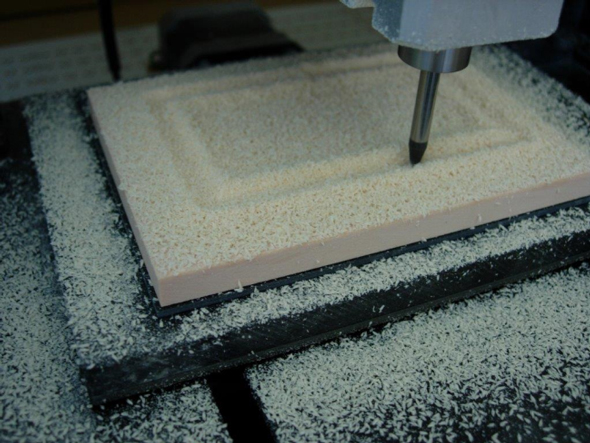
次いで肉球の荒加工です(図22)。ここまではφ2のエンドミルを使いましたが、この次はφ1にツール交換します。

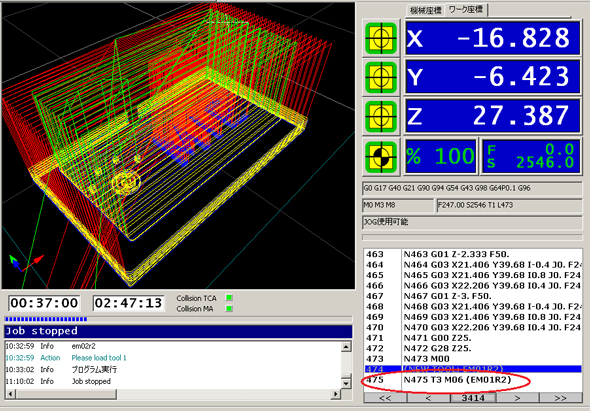
プログラムに「M00」が現れて「Job stopped」でプログラムが一時停止します(図23)。
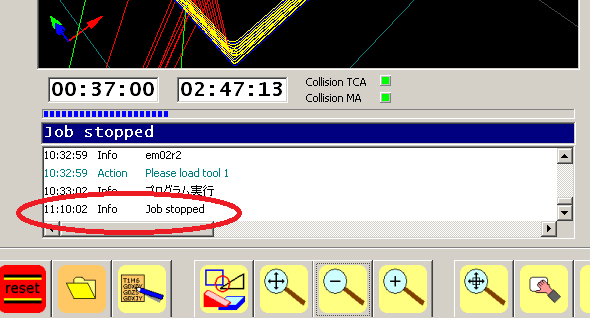
この時エンドミルの位置は機械原点に戻っています。同時に、「次のツールに交換してくれ(M06)」と知らせてきます(図24)。
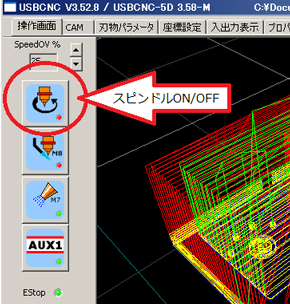
プログラムが一時停止していてもスピンドルの回転は止まっていないので、ツール交換の間だけスピンドルの回転を止めます(図25)。
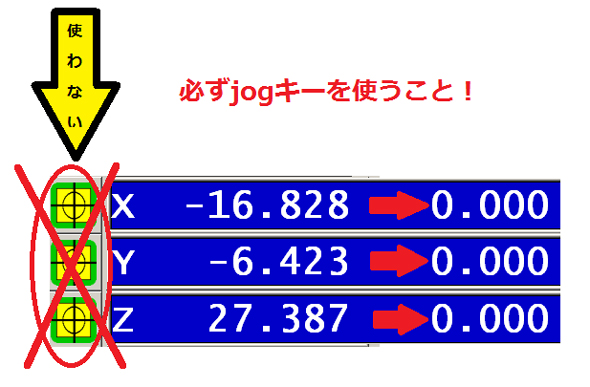
ツールを交換したら、座標数値を確認しながらJog操作で各軸を移動させ、エンドミルの位置をワーク原点の「0.000」まで戻します。この時、うっかり誤って各軸の原点セットボタンを押してしまうと、何もかもが台無しになってしまうので気を付けてくださいね(図26)。
エンドミルはチャックに深めに差し込んでおいて、Zの座標を0.000まで移動できた時に刃先がワーク上面よりも上にいるようにします。次に、チャックのセットスクリュをゆるめて刃先をワークの上に落として、セットスクリューを締めます。
Copyright © ITmedia, Inc. All Rights Reserved.