【設計初心者向け】設計ですべらない! 金型基礎知識ダイジェスト:3次元ツール特訓講座「3D道場」より(2/3 ページ)
「3DDS in CUBE」で開催中の「【すべらない金型の話】(初級編)」より、製品設計者が押さえておきたい金型知識のダイジェストをお届けする。
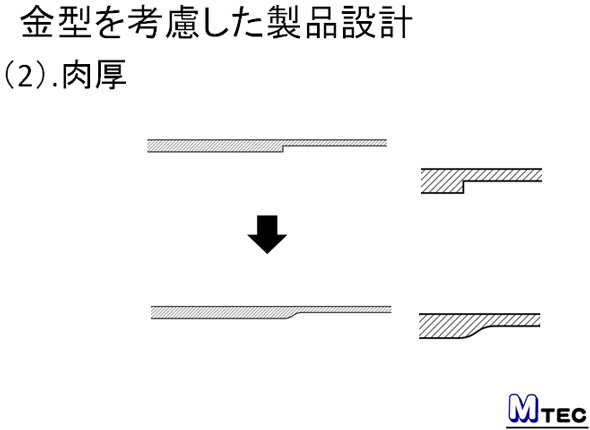
肉厚
樹脂の厚さのこと。樹脂は冷えると収縮する。例えば肉厚2mmと3mmなら、3mmの方が収縮が大きくなる。抜き勾配を付けるためにリブの根元を太くすると、相手部品との干渉以外にも問題が出てくる。
杉山氏 根元を太くすると、天面の肉厚に対してその部分だけ厚くなるため、成形すると収縮の関係でへこんでしまいます。100円ショップなどで、表面がへこんでいる製品を見たことがあると思いますが、あれは肉厚の設定を失敗していることが多いです。このへこみのことを「ヒケ」といいます。
落合氏 ヒケなかったとしても、「ボイド」といって中に気泡ができることがあります。気泡は透明の品物でなければ、気付かずに市場に出てしまう場合もありますが、気泡ができると強度が落ちます。ヒケやボイドが極力出ないようにするには、リブ状のものは一般の肉厚より細く設定することが必要です。
一般形状の肉厚を何らかの都合で一部薄くしなければならないような場合も注意が必要だ。カクンと急に厚さを変えてしまうと射出された樹脂の流れを妨げて、製品形状がたわんだり、曲がったりする。滑らかに肉厚を変えると樹脂がスムーズに流れ、不具合が出にくくなるのだそうだ。
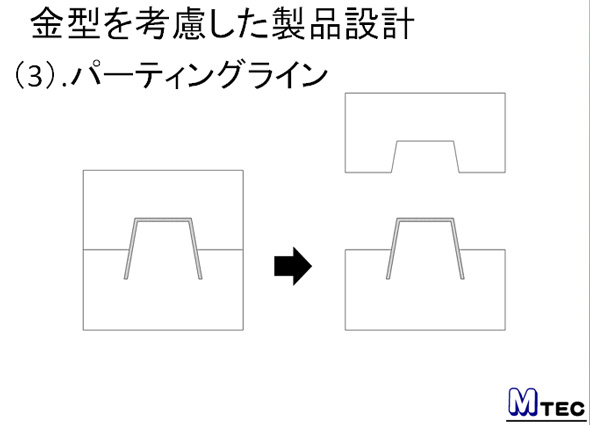
パーティングライン
金型は上の型と下の型(固定側と稼働側と呼ぶ)に分かれるが、その分割部分を「パーティングライン」(PL)という。
落合氏 PLは、製品の一番外側にするのが基本です。途中の位置にPLを設定すると、抜け勾配抜き勾配によって開いた形状になっている下の部分が型に引っ掛かって、金型から製品を取ることができません。また変なところにPLを設定して上の型と下の型の合わせがうまくいかないと、すき間から樹脂が漏れて「バリ」という不具合につながりますので、できるだけ素直な、平らなPLにします。
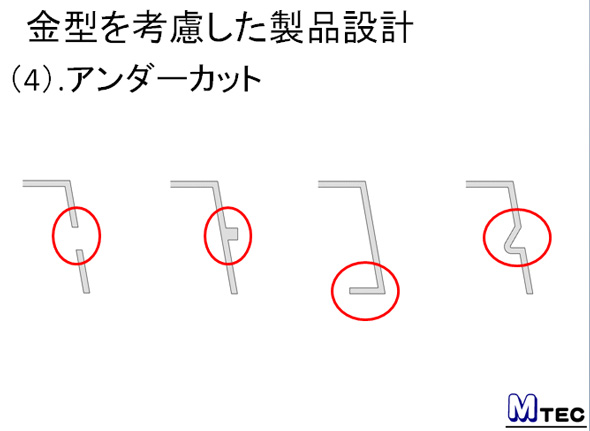
アンダーカット
製品のデザインや機構の関係で、金型が上下に開くだけでは抜けない場合がある。そんなときに必要になるのが「アンダーカット」だ。金型に、上下以外の別方向に開く機構を設ける。
アンダーカットは、以下の場合に必要となる。
- 横に穴が開いている
- 一部分が飛び出している
- 製品の裏側に棚のような形状が付いている
- へこみがある
落合氏 金型の製作や調整に手間が掛かるので、時間もコストもかさみます。不用意なアンダーカットは極力ない方がよい……ですよね? 杉山さん。
杉山氏 はい、ない方がよいですね。
角R
「角R」とは「角に付ける丸み」のこと。例えば、「0.5R」は「丸みの半径が0.5ミリmm」という意味になる。製品の角にR、すなわち丸みを付ける理由は、角のままでは、手などが触れてケガをしてしまう恐れがある。また、強度的にも角よりはRが付いていた方が強い。金型製作上は、その製品の形状・金型の作り方により、Rが付いた方が良い場合とない方が良い場合がある。

落合氏 製品として重要でないのであれば、下手にRを指定せずに「角部は任意」など製作側にお任せしてしまうのがコストを抑えるコツです。
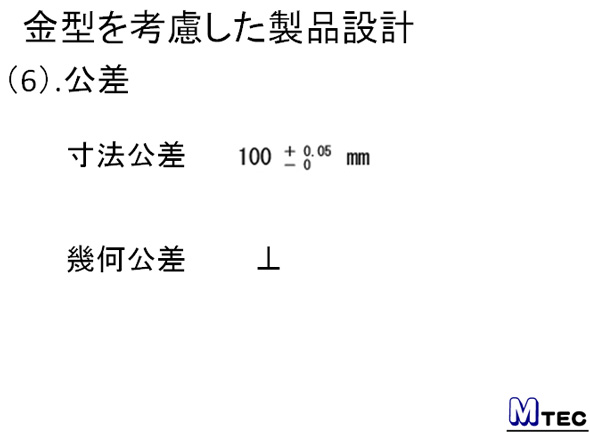
公差
「公差」とは、誤差の許容範囲のこと。「寸法公差」と「幾何公差」がある。寸法公差は、例えばはめ込みなどで、穴が大きすぎても小さすぎてもはまらないような場合、あるいは精度が必要な部分に用いる。決められた書式で、許容範囲の最大値と最小値を記載する。幾何公差は、垂直度、平行度、真円度などたくさんの種類があり、それぞれを意味する記号と、許容範囲を指定する。

杉山氏 昔は紙の図面で、寸法が入っていないと作れないことが多かったですが、最近は3Dデータが先にきて、製品を納めたあとになって「寸法から外れているので直して」といわれて困ることがあります。作り方が変わってきているので、公差などが分らなくても、今はモノが作れるところまでは来ていますが、知らないと加工現場との認識合わせが非常に難しくなります。だからといって公差の種類や記号を全部覚えるのではなく「何を調べれば書いてあるか」を知っておくといいと思います。
落合氏 寸法を指定せずに3次元データだけで発注したとしても、「この穴にはこれがはまるからシビアにやって欲しい」などと、文書で指示していただくだけでも現場は対応しやすくなります。
Copyright © ITmedia, Inc. All Rights Reserved.