量産現場における基本的な認識(3)ボイド対策:量産現場における良否の判定方法(3/3 ページ)
はんだ付けに用いるリフロー炉の操作方法や、実装ラインの品質を管理する現場の人材育成の手法を解説する本連載。今回は、ボイド対策について紹介する。
部品を搭載していない場合は、温度プロファイルにより、ランド上のフラックス残渣はかなり多くなる。従来のガスによるボイドでは、通常の細いリードや小さな部品では気化しづらいフラックスは効果が得られるが、基板設計や部品の形状および部品の搭載位置によっては、逆に大きなボイドや不完全溶融によるボイドが発生しやすくなる。
特に、微細なリードやリードレス部品はフラックスの熱特性に注意が必要である。
また、今後導入されるであろう低銀はんだにおいては、その流動性や融点の変化および固相と液相温度の差が大きくなることで、量産現場では、より真剣に、装置や基板設計に合わせた温度プロファイルの検討が必要で、単に材料や装置メーカーの推奨プロファイルだけでは収まらない。
実験結果と量産現場は、その前提が大きく異なるものである。現状の固相液相の温度差は2℃程度であるが、低銀では、7〜10℃近くになり、はんだの凝集力(切れ)が変わるので、ボイドのみならず、部品下のブリッジやはんだが固まる前に部品が動く可能性に注意が必要である。
なお今後、各社の材料が入手できれば引き続き実験を行い確認し、本誌でもその結果をご紹介していく予定である。
ところで、下部ヒータを上部ヒータより30℃程度上げることでボイドの改善は見られるが、これによって、同時に、小さな部品のリード部の、微細なランドのはんだ未溶融防止および大きな部品と微細な部品が混載された基板におけるはんだ付けも容易に行うことができる。
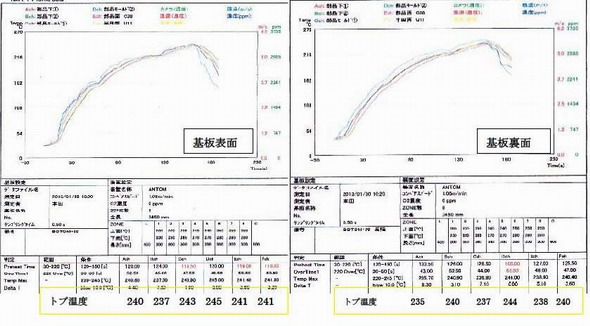
ただし、下部ヒータを30℃上げているため、下部の部品の耐熱性の問題があるので、その確認は必要である。下部ヒータを全て上部ヒータより30℃上げた状態における部品への熱影響を確認するためには、一度、基板上部の温度を測定し、その後に基板を裏返して基板下の温度を計測する。
図1は、遠赤外線+エアリフロー炉の温度プロファイルである。
図2は、エアリフロー炉の温度プロファイルである。エアリフロー炉はメーカーや炉の型番によってかなり異なるので、それぞれ確認が必要である。
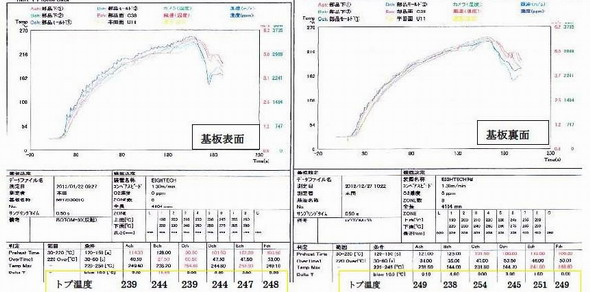
また単純に下部ヒータ温度を上げると下部の部品への熱影響が大きくなりがちなので、その調整方法を検討する必要がある。
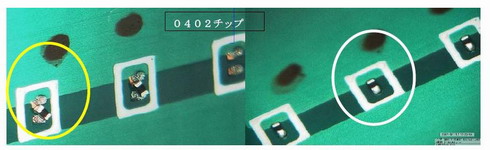
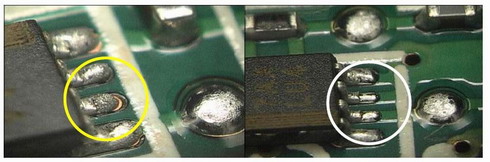
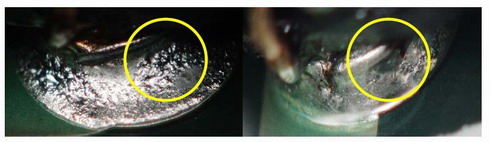
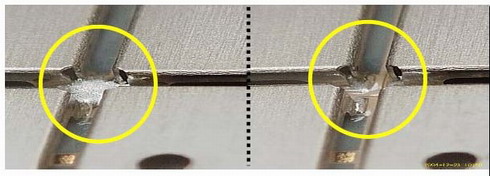
写真13〜写真16に示すのは事例である。
Copyright © ITmedia, Inc. All Rights Reserved.
関連記事
 量産現場における基本的な認識(2)
量産現場における基本的な認識(2)
はんだ付けに用いるリフロー炉の操作方法や、実装ラインの品質を管理する現場の人材育成の手法を解説する本連載。今回は、言われたことに対して何の疑問も抱かない現場への警鐘から、基板不良の判定事例、フローにおけるブリッジ改善事例について紹介する。 量産現場における基本的な認識(1)
量産現場における基本的な認識(1)
はんだ付けに用いるリフロー炉の操作方法や、実装ラインの品質を管理する現場の人材育成の手法を解説する本連載。今回は、現場で初期の良否判定と解析ができる現場要員を短期間で育成するシステムの構築について紹介する。 良品作りのリフロー炉の操作方法と現場の人材育成方法(5)
良品作りのリフロー炉の操作方法と現場の人材育成方法(5)
はんだ付けに用いるリフロー炉の操作方法や、実装ラインの品質を管理する現場の人材育成の手法を解説する本連載。第5回は、同一プロファイルによる多機種リフローについて紹介する。