�v�������̃x�X�g�o�����X�A�����Ǝ蓮��8�F2�i�O�ҁj�F�R�`�J�V�I�̓O��I�ȋ��^�v�������i2/3 �y�[�W�j
���������ߐM�����A�l�����炱�����o����t�����l��厖�ɁI ����͎R�`�J�V�I�̋��^�v�E�����̎������̎��g�݂�O��Љ��B
���^�v�̎����������Ɨp��
�@�ȍ~�́A�R�`�J�V�I�����g�ގ������̈ꕔ�ɂ��āA����������Đ������Ă����B���ɂ����������Ă��镔�������邪�A�ЂƂ܂����J���Ă������x���Ȃ����������̏Љ�ƂȂ�B�����͂����Ă��A���\�ȕ��������J���Ă��ꂽ�B
�@���^�ɂ��Ă悭�������łȂ����́A�ȉ��ɂ���ˏo���`���^�̊�{�\���}���ȒP�Ɋm�F���Ă���A�ȍ~�̐�����ǂݐi�߂Ă����Ώ���������₷���Ȃ邾�낤�B
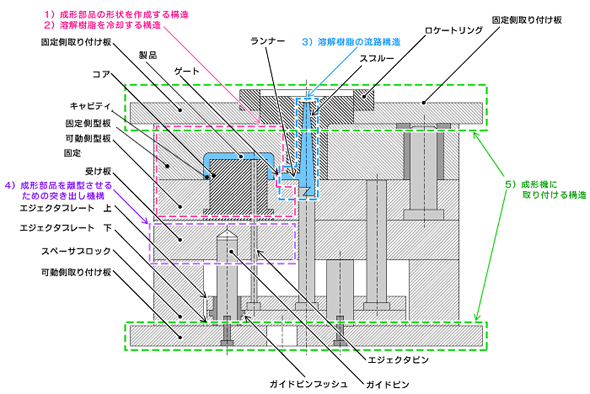
�@���F�̕�����������������d�����镔�����B���^��A�i3�j�̗��H�͓P�����Đ��i�ɂ���B
�ȍ~�̐����ɏo�Ă����ȒP��
�@�u���[���h�x�[�X�v�̓L���r�e�B�ƃR�A�A���i�����֘A�i��}�̐��F�j�Ȃǂ����\���ƂȂ�B���`�@�Ɏ��t���邽�߂̃x�[�X�ł�����B
�@�u�G�W�F�N�^�s���v�Ƃ́A�������������d�����Ăł������i�����o�����߂̃s���ł���B
�@�u�X���C�h�v�́A�������z���Ȃ��`��A�����Â炢�`��ɑ��{�����@�\�B�lj������A����Ȃ�ɃR�X�g���|����i��}�ɂ͕`����Ă��Ȃ��j�B
�@�u��i���܁j�v�͐��i���`��镔���B���i�𗣌^���₷�����邽�߂ɕ�������A���̊e������ƌĂԁi�u�����v�Ȃǂ��܂��܂Ȗ��̂�����B��}�ɂ͕`����Ă��Ȃ��j�B
�X���C�h�\���̋@�\�v
�@�v�҂����炩���ߍl�����X���C�h�`��Ɣz�u�Ɋ�Â��āA�R���s���[�^���K�ȋ@�\���̍\�����������f���A�������f�����O�܂Ŏ��s����B
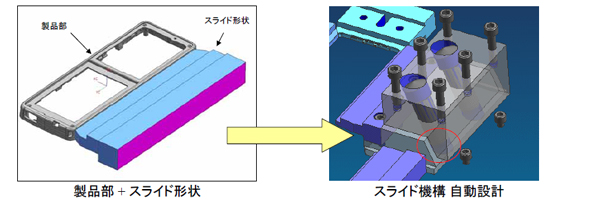

�@�����ł̓X���C�h�ʁA���b�L���O�����Ȃǂ��ݒ肳���B�X���C�h�R�A�����ȂǂɊ�Â��A�A���M�����s���i�X���C�h�R�A���X���C�h�����邽�߂̕��i�j�p�x���������{����B
�@���^�̐M���������}�邽�߂ɁA����v�Z��⋭���������s����B�Ⴆ�A�ˏo�����|�����Ĕ������邽��݂������Z�o���A�����I�Ɍ`��⋭����B
�@���̂悤�Ȏ��������́A�R�`�J�V�I�̕W�������ꂽ�Z�p���Ɋ�Â����̂����A�Ƃ��ɂ͐v�҂��Ӑ}���Ȃ��`��ƂȂ�ꍇ�����蓾��B�ڋq�̗v�]�����Ȃ�������ʂ��o�Ă���B�����������ꍇ�ɂ́A�V�X�e���ɑg�ݍ��܂ꂽ�������@�\�𗘗p����B�������A�v�҂̈Ӑ}�����邱�ƂŁA���ׂ������O���A���邢�͕s�ǂ��N���蓾��ꍇ�ɂ̓A���[�g���o������A���������Ŏx�������肷��B
���[���h�x�[�X�̎������f�����O
�@���[���h�x�[�X�i�L���r�e�B�ƃR�A���i�[�����x�[�X�j�́A�X���C�h�\���Ɣ�ׂ���ʉ������₷���v�f�ŁA���������ꂽ��Ƃ��������߂�B���L�̍��E2��ʂɁA���`�@�A�g�p��������A��{�̌^�\���Ȃǂ̐ݒ����͂��邱�ƂŎR�`�J�V�I����߂�W���x�[�X���f�������܂�A�Ȍ㎩�����f�����O�����B
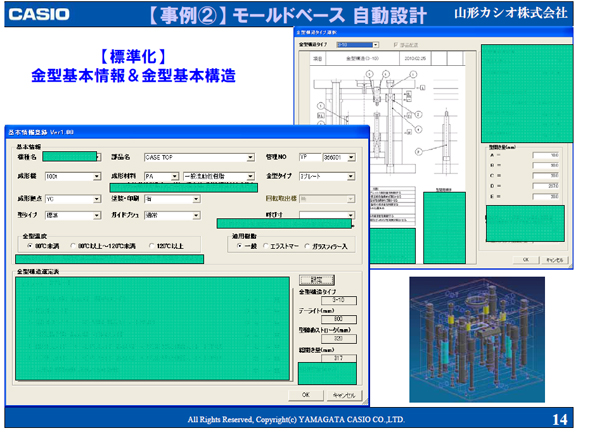
�@�����ł��ˏo���ɂ�邽��ݗʂ������v�Z���A3�������f���ɑ��Ď����ŕ⋭�w��������B�Ⴆ�A��T�|�[�g�s���[�i�⋭�p�̎x���j�̒lj��A�x�[�X���𑝂��Ȃǂ��B���^�J�Ŏg�p����X�v�����O���K�v�ȉd�ɉ������{���Ǝ�ނ������I���E�z�u����B�u�K���X�@�ۓ���v�u���������v�Ƃ��������������ɍ��킹���^�\���╔�i�`��̐ݒ�E�C�����������s����B
�@�f���Ŏ����ꂽ�@�\�ł́A���ۂ�1���قǂŎ������f�����O����������i�����2�{���ɂȂ��Ă���j�B
�@��L�̎������������Őv����������킯�ł͂Ȃ��A�ق��ɏڍׂȐv���l�߂�K�v�����邪�A������܂Ƃ��Ă�1���Ԉȓ��Ń��[���h�x�[�X�v�͊�������Ƃ����B�]���͐v�����܂�9���Ԃ������Ă����Ƃ������Ƃ��B
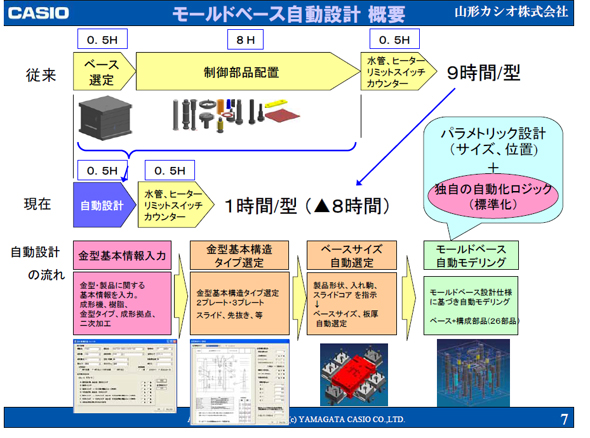
�@�s�̂�3����CAD�ȂǂɎ�������Ă�����^�v�c�[���ł́A�o�t�d�q�H�Ƃ���߂�x�[�X�̋K�i�ɏ��������p�����[�^�i���@�j����͂��āA��{�`������f�����O����܂ł����E�������B�ׂ��ȍ\�����i�������z�u����Ȃǂ͂ł��Ȃ������B�܂��Ǝ��Œ�߂��W���ɉ����ăe���v���[�g�d�l��������쐬���Ă����A�ύX���K�v�ȕ����ɂ��Ă͐��@���͂��Đv���Ă����B
Copyright © ITmedia, Inc. All Rights Reserved.