設計自動化のベストバランス、自動と手動が8:2(前編):山形カシオの徹底的な金型設計自動化(1/3 ページ)
自動化を過信せず、人だからこそ作り出せる付加価値を大事に! 今回は山形カシオの金型設計・製造の自動化の取り組みを徹底紹介する。
金型といえば、よくいわれるのが「KKD」(経験・勘・度胸)だ。アナログ要素強く、“職人技”のイメージのある金型設計の自動化と聞くと、「本当にできるの?」「するべきなの?」と疑問を抱く方も少なくないだろう。
山形カシオ(山形県東根市)では、2012年4月より金型自動設計/加工/測定システム「ハイネットモールド」の運用を開始した。そこでは、同社が以前から取り組んできた3次元単独図データが生かされている。細かい課題はまだあるものの、運用は非常に順調で、設計作業も大幅に効率アップしたという。
同社が現在、自動化できている作業は、全体の「8割」。今後は残り「2割」の自動化を目指すのかといえば、その答えは「NO」。自動化しない2割とは、人が付加価値を作り出す部分だ。
日本が強く生き残るために
山形カシオは、その名の通り、電機メーカーのカシオ計算機(以下、カシオ)の子会社として1979年に設立。当時のカシオの主力だった電卓や時計の生産工場として立ち上がり、その後、それらの筐体金型設計・射出成形も始めた。以降は外部企業に向けたEMS事業なども開始し、現在は他社メーカー製品の筐体金型設計・成形なども請け負い、比較的ニュートラルな立場で受託生産に取り組んでいる。

山形カシオの設計手法や生産手法の開発、人事制度などは、独自運用する部分もあり、カシオの子会社といいながらも、1つの独立した企業さながらの側面もある。
同社では、設立25周年の2005年を境に、金型設計・製造のデジタル化に取り組み出した。近年の日本の製造業では、生産拠点を海外に移してきている。同社も例外ではない。そのためのデジタル化でもあるが、「大事な箇所」「付加価値」は、あくまで国内拠点が握る。日本が持つ“強さ”と“創造性”を「自動化しない2割」で余すところなく発揮させる。
山形カシオの自動化は、あくまで“日本が本拠地”の日本企業として強く生き残るための施策だ。海外にいるロボットたちにモノづくりの全てを託すのではない。

山形カシオ、金型自動化への歩み

金型設計の自動化に至るまで、山形カシオでは約20年間かけて幾つかのステップを踏んできた。
同社では、まず1993年から2次元CADとCAMを導入し、デジタルな製造システムの基礎を築いた。その後、2000年に入ってからは3次元CADを導入し、蓄積した技術データのネットワーク化をほぼ完成させた。設計データは、変更されれば直ちにデータベースにアップデートされるようになった。この期間には、樹脂流動解析も導入している。
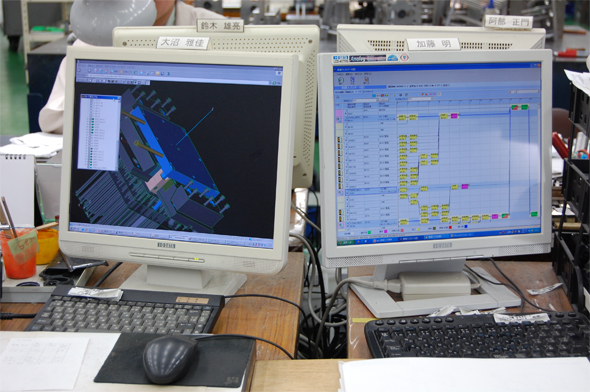
当時、設計は3次元化したものの、生産側に渡す図面は2次元図面データや紙だった。同社ではさらに2003〜4年にかけて、「生産の図面レス」の取り組みを進めていった。2次元図面に書き込むのではなく、3次元データに寸法公差や幾何公差、表面粗さ、材質、生産の情報などを直接書き込む、いわゆる3次元単独図の取り組みだ。この頃から、生産現場の仕上げや組み立ての担当も、各自の端末から3次元モデルを見ながら作業するようになった。ここではXVLが活用されている。

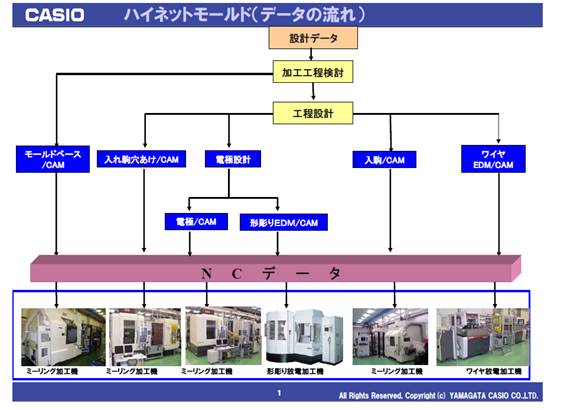
この3次元単独図の取り組みがベースとなり、金型設計の自動化システムであるハイネットモールドの開発がスタート。金型設計だけではなく、CAM用の加工パスを吐く、加工機の設定、3次元測定までを自動化。設計と生産現場の統合はより強化された。
Copyright © ITmedia, Inc. All Rights Reserved.