独立の原則を頭に入れて測定したり、アセンブリーを設計したりする:3D設計推進者の眼(35)(1/5 ページ)
機械メーカーで3D CAD運用や公差設計/解析を推進する筆者から見た製造業やメカ設計の現場とは。今回は具体的にデータムとは何により決められているのかを説明する。
今回は「公差計算・公差解析」のお話について、「他国に負けない日本の設計技術の1つ」として話を続けましょう。前回は、「独立の原則」のお話をしました。
まず下図のようなモデルを例にて、「独立の原則」のおさらいをします。
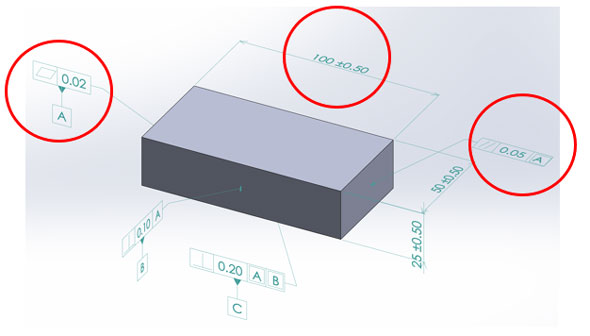
このモデルの寸法(サイズ)公差と幾何公差の解説を行います。直方体モデルの左側面がデータムAです。このデータムAは0.02以内の平面によって構成されています。
直方体モデルの長手方向長さは100[mm]でその寸法(サイズ)公差は±0.5[mm]です。また右側面は、データムAに対し、平行度0.05以内になければならないと規定されています。
寸法は、99.5[mm]から100.5[mm]の間でバラツキがあることと、平行度は0.05以内にあるということは、別々に設定されています。一瞬「ん?」となるかもしれませんが、
「寸法(サイズ)公差と平行度公差領域が別々に設定されている」ということを言い換えると、「寸法(サイズ)公差と幾何公差が互いに独立して適用される」という「独立の原則」が成り立っているということになります。
幾何公差の測定方法
そこで幾何公差の測定方法を考える必要があります。平行度測定を考えてみます。最も簡単な方法とするのであれば、定盤基準に対するダイヤルゲージによる測定です。この場合は、測定物は定盤上に置かれるので、測定物のデータム面と定盤の基準面は同じになります。
別の方法としては、(接触式)3次元測定器による測定があります。この場合は、データム面と平行度を測定する面が見える状態で、3次元測定器のテーブルに置いて測定する場合もあります。
この測定での測定面は、その面上の複数点の測定データを最小二乗法などを用いた演算処理した測定面(理論的な仮想データム)を採用します。このため、ダイヤルゲージの測定とは異なる測定データによる算出となっていますので、注意が必要となります。
設計を行う上では、設定する幾何公差の機能を重要視しますが、加工方法を考えることと同じように、どのような測定方法を行うのか考えることも需要でしょう。
「測定方法も考えずに、安易に部品全数検査」などとISOのQC工程表に書いていないですよね?」
Vブロックを用いた真直度の測定、ここでお話しした平行度、輪郭度など、その幾何公差の測定方法に興味を抱かずにはいられません。
過去記事の「幾何公差と寸法公差、測定方法は何が違うの?」に詳細があるので、ぜひ参考にしてください。
ここまで説明したモデルの平行度の例で言えることは、平行度の値(例では0.05)は、寸法(サイズ)公差の値(例では0.5)に対して、小さな値を設定しています。もし、ここに平行度が設定しなかった場合は、データム面Aの対面は、99.5[mm]から100.5[mm]内にあれば問題ありません。
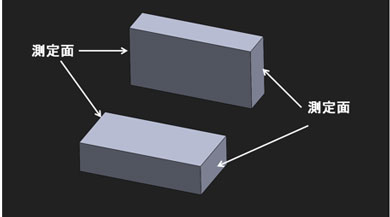
極端な例では加工面のうねりがありまながらも、下図のような状態でも許されますが、平面度が設定されていることにより、その公差域をさらに限られたものになっているわけです。

寸法(サイズ)公差だけの設定の場合に形状幾何公差が、寸法(サイズ)公差の公差域の中での幾何公差の公差を設定していることから、公差領域が更に制約され、加工のうねりはあるものの、データム面に対する平行である幾何特性を作っていることが、理解できることでしょう。

Copyright © ITmedia, Inc. All Rights Reserved.