スライドコアでアンダーカット形状を抜く:金型設計屋2代目が教える「金型設計の基本」(6)(1/2 ページ)
普通の型構造では抜けないアンダーカットを抜くためにはさまざまな処理がある。今回はそのうちの1つ「スライドコア」について解説する。
アンダーカットとは?
今回から2回にわたってアンダーカットについて説明します。今回はスライドコアによるアンダーカットの処理方法についてです。
通常の金型の動きは、以下の通りです。
- 型が閉じる
- 樹脂が射出される
- 型が開く
- 製品が押し出される
アンダーカットとは「通常の型の動きでは抜けない形状」のことです。
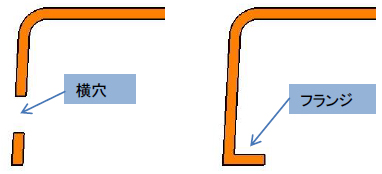
製品の押し出しは、突き出しピンなどによる「押し出し機構」を利用しました(第4回で解説)。では、製品形状に図1のようなアンダーカットがあった場合はどうすればいいでしょうか。
アンダーカットがあると、製品を押し出す際に引っ掛かってしまうため、製品を金型から取り出すことができません。そのため、別の機構を設定する必要があります。
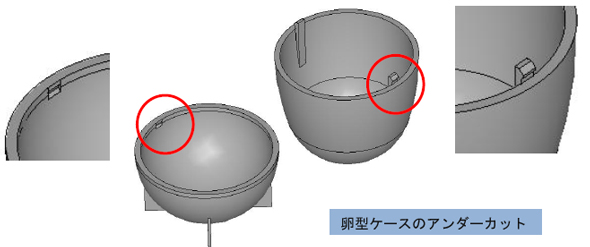
今回の卵型ケースでは、次の部分がアンダーカットになります(図2)。この部分に対して、何らかの対策をしなければなりません。
アンダーカットの処理方法には、主として次のような方法があります。
- スライドコア
- 傾斜コア(ルーズコア)
- 垂直押し上げユニット
- 弾性コア
- 置き中子
- 無理抜き
これらの方法には、それぞれメリットやデメリットがありますので、アンダーカットの形状や成形品の生産量などの条件によって最適な方法を選択します。
アンダーカットの処理方法の中で最も一般的な方法がスライドコアによる処理です。
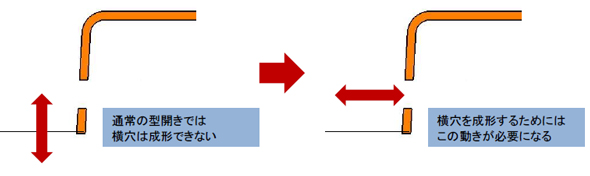
図3のように、製品の横に穴が開いている場合は、通常の型開きでは穴が引っ掛かってしまい製品を金型から取り出せません。穴が抜ける方向に対して動作を設定する必要があります。
まずは、穴を抜くために別の部品を設定します。この部品が型の開きに対して横の動きをします。この部品を「スライドコア」といいます。スライドコアは、型の開閉を利用して可動させます。型の開きに対して、ピンやカムブロックなどを設定しアンダーカットを処理します。
アンダーカットの量が大きいとき、あるいは製品の形状によっては、油圧シリンダーやエアーシリンダーなどで可動させる場合もあります。ただし今回は、その手段として一般的な「アンギュラピン」を使用します。
図4のように、アンギュラピンは、固定側に対して斜めに設定します。
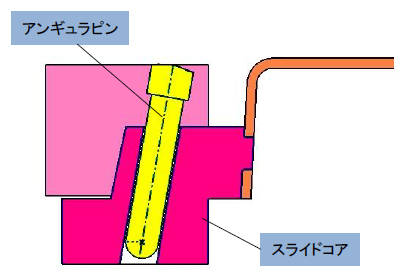
型が開くときに、この斜めに設定されたアンギュラピンに沿って、スライドコアが可動します(下がります)。この動作で、穴形状のアンダーカットを抜くことができるのです。
スライドコアの動作
それではスライドコアの動きを具体的に説明します。
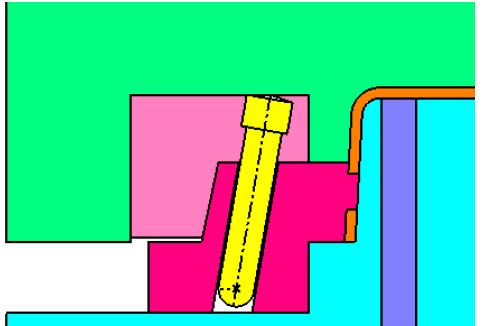
1.樹脂が型内に充填されている状態
図5は樹脂が型内に充填されている状態です。型は閉じています。
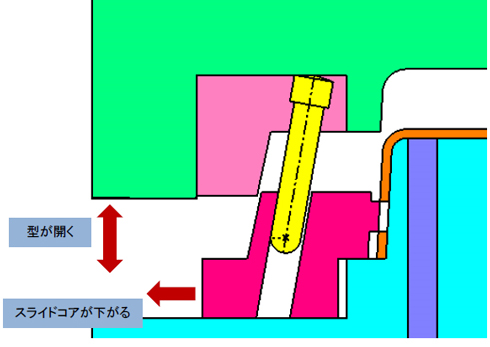
2.アンギュラピンがスライドコアを下げる
型が開きはじめると、斜めに設定されているアンギュラピンがスライドコアを下げます(図6)。
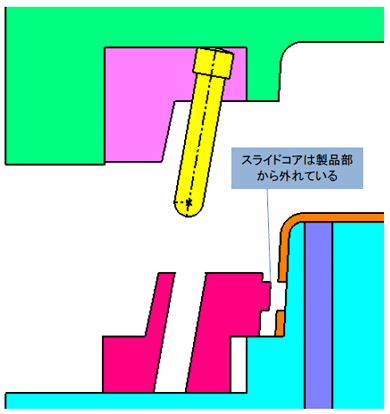
3.スライドコアが完全に製品部から外れる
型が開き切ったときには、スライドコアが完全に製品部から外れています(図7)。
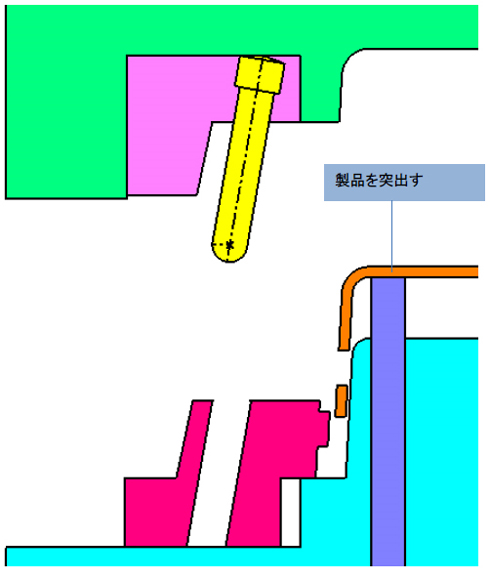
4.押し出し機構で製品を突き出す
スライドコアが製品部から外れた後、エジェクターピンなどの押し出し機構によって製品を突き出します(図8)。
Copyright © ITmedia, Inc. All Rights Reserved.