量産現場における基本的な認識(2):量産現場における良否の判定方法(2/3 ページ)
はんだ付けに用いるリフロー炉の操作方法や、実装ラインの品質を管理する現場の人材育成の手法を解説する本連載。今回は、言われたことに対して何の疑問も抱かない現場への警鐘から、基板不良の判定事例、フローにおけるブリッジ改善事例について紹介する。
2. 基板不良の判定事例
基板ランドにはんだ弾きが見られる場合は、通常、基板の酸化と判断されクてレーム対象になる。ただし温度プロファイルが適切でなければ、わずかな酸化でもはんだは弾かれるので、基板上の他のランド状態も確認する必要がある(写真5)。同写真の事例では、他のフィレットにはんだのぬれ広がり不足とフィレット光沢およびフィレット表面の滑らかさ不足が見られる。これは温度プロファイルが適切でないことを示している。

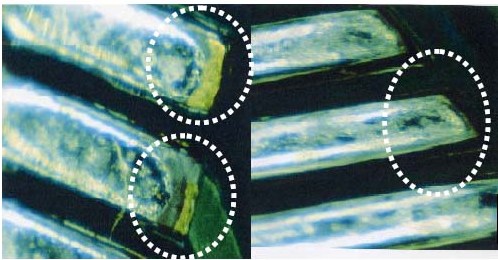
ぬれ広がり不足ははんだの印刷不足の場合も発生するが、その場合はフィレット先端部は綺麗な曲線(弧)を描くが、写真6内の上の写真ではフィレット先端に滑らかさが見られないので、温度プロファイルが不適切である証拠になる。フィレット光沢や滑らかさの不足も合わせて判断すると、やはり温度プロファイルを修正した後に再度ランドのはんだ弾きを評価する必要がある。
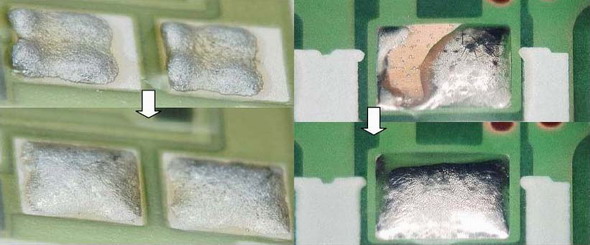
写真7は、海外のローカル工場の改善事例である。コスト面から海外の基板や部品を使うことが常識となっている。現場の対応力が低ければ不良が多発してしまうため、日本では多少品質が悪くても良品に仕上げる現場力が必要となってくる。それができなければ工場の価値はなく、製造が海外に移されてしまうことになる。最近は、国内向け製品に関しては国内に戻り始めている製品もあるが(レノボやHPなど)、現場に受け入れる力がなければ再び海外へ移っていくことになるだろう。
現場の力とはつまり、良否の解析力とその対応力である。
また、特にフローのはんだ付け技術に関しては情報が少なく問題を抱えたままでその改善は進んでいない。どのセミナーを見てもリフロー関係が大半で、実際の現場のノウハウが必要なフローでは修正が当たり前となっている。
Copyright © ITmedia, Inc. All Rights Reserved.