ためらい現象って、どうして起こるの?:機械設計者のための樹脂流動解析入門(1)(1/2 ページ)
今回は、金型の中で樹脂がスムーズに流れない理由についての解説。ゲートのそばなら、樹脂が流れやすいと思い込んでいない?
1.設計者も、成形性のことを考えよう
樹脂射出成形の技術は、合成樹脂を簡単に、低コストで自由な形状に成形できることから、幅広い産業分野で活用されています。大量生産の日用品から多種多様な工業製品まで、多くの技術者が日々、さまざまな樹脂製品を設計しています。これをお読みの皆さんも、きっとそんなお1人でしょう。しかし、そうやって皆さんが設計した樹脂製品が、成形の現場で、しばしば大きな問題を生み出しているかもしれないことにお気付きでしょうか?
「図面通りでは樹脂がスムーズに流れない」「速度を調整しながらなんとか充填(じゅうてん)させている」――残念ながら、どれも成形の現場でよく耳にする言葉です。多くの現場では、設計の不備を金型技術者が「ワザ」でカバーして製品化していることが多いのです。しかし、「ワザ」でカバーできない場合は、金型や製品形状の設計変更が必要になり、コストUPや納期遅れの原因になってしまいます。市場環境が厳しさを増す中、もはやこうした手戻り作業は極力減らさなければなりません。いまこそ製品としての機能やデザインだけでなく、後工程の成形現場の要求も満たした「成形性を考慮した製品設計」が求められています。
では、この「成形性を考慮した製品設計」とは、どのような設計で、どうすれば実現できるのでしょうか。簡単にいえば、それは「樹脂がスムーズに流れる製品形状の設計」です。そしてそれを実現していくため、皆さんは成形の現場でどんな問題が起こっているか、その原因は何なのか理解し、これを防ぐ工夫を盛り込んでいかなければなりません。それには、金型内の樹脂の流れを見ながら設計していくのが一番確実……ですが、そんなことは不可能です。そこで、活用したいのが樹脂流動解析です。
樹脂流動解析とは目で直接見られない金型内部の「溶けて流れる樹脂の状態」をシミュレーションする技術で、前述のような目的にはとても役に立つ道具です。設計者にはなじみのないものかもしれませんが、あなたの設計をより「成形性を考慮した製品設計」にするためなのですから、あなた自身が使わなければ意味がありません。もちろんそれに必要な、樹脂の特性や成形にかかわる初歩知識もここで分かりやすく解説しましょう。いうなれば、樹脂流動解析を用いた樹脂部品設計の「基礎の基礎」の始まりです。
2.樹脂流動解析をやってみよう
では実際の樹脂成形品を例に進めましょう。用意したのは、ステープラーのボディの3次元CADデータ(図A)です。
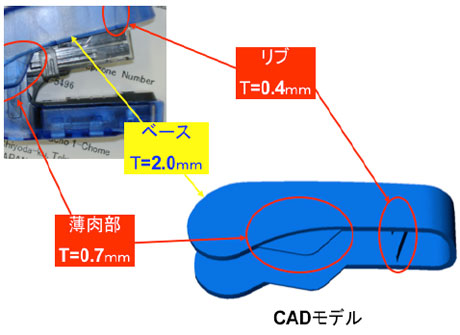
樹脂はベース部分の肉厚が2.0mm、左右の薄肉部が0.7mm。さらに先端近くで針ユニットのガイド役を果す左右のリブ部分0.4mmと一番薄くなっています。さて、テーマは「この3次元形状の金型に樹脂を充填して成形不具合は発生しないか?」。かみ砕いていえば「この3次元形状でスムーズに樹脂は流れる? 流れないとしたらなぜ?」です。
早速、樹脂流動解析ソフトウェアで、「樹脂の充填パターン」をシミュレーションしてみましょう。3次元 CADのモデルデータをインポートし、ゲート位置を決めて樹脂を選び、実行ボタンを押すと、解析結果表示される仕組みです(図B)。
*以降の解析例は「Autodesk Moldflow Adviser」(オートデスク製)を用いています。
動画A 樹脂流動のシミュレーション(充填遅れ)
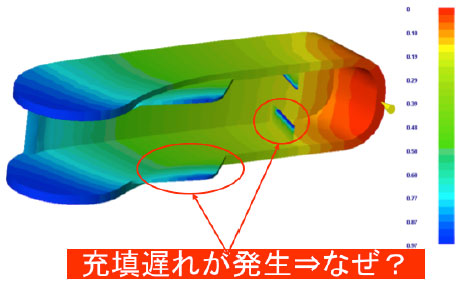
このモデルの充填パターン(樹脂が充填されていく模様)が、ゲート位置(黄色いコマ)から、赤〜黄〜緑〜青という色相の変化で示されました(コンター図)。
これを見ると、基本的にゲートに近い部分から順に充填されたように見えます。しかし、その滑らかな色相から外れた部分が、4カ所あることに気付くでしょう。左右の薄肉部と同じく左右のリブ部分です。解析結果でこれらは濃い青で際だって示され、「充填遅れ」が発生していることが分かります。つまり、前述の「図面どおりでは樹脂がスムーズに流れない」状態です。こうした「充填遅れ」が製品としてのさまざまな不具合を引き起こすのです。
なぜここで充填遅れが発生したのでしょうか? 普通、遅れは「ゲートから遠いから」発生したと考えます。それならゲートを動かし問題個所に近づければいいわけですが、例題ではゲートに近い場所に発生しています。では、発生個所に共通点はないでしょうか? ありますね。いずれも「ベース部分より肉厚が薄い」のです。もしかして「肉厚の薄さ」も遅れの原因なのでは? さあ、充填遅れ発生時の「検討ポイント」が見えてきました。問うべきは「肉厚の薄さ」なのです。では、なぜそれが問題なのでしょうか?
3.樹脂の流れ方、固まり方
ここで少し樹脂の特性を勉強しておきましょう。成形時の樹脂温度は200度以上の高温で、液状に溶けています。金型内に充填された樹脂は温度が低下し徐々に固化しますが、樹脂の流動性も大きく影響を受けます。樹脂温度によって流動性が変わるのがプラスチックの特性の1つです。一方、金型は50〜60度。せいぜい100度前後と低めな状態です。この金型の中に熱い樹脂を充填し、熱を奪い固めていくわけですが、固まりつつある樹脂内でも温度差が発生します。金型に接した表面部は冷たくなる一方、肉厚方向中心部の樹脂はまだ熱い状態です。このように同じ物質内に温度差があるとき、高温部から低温部へ熱が移動します。これが「熱伝導」です。そしてプラスチックは「熱伝導率」が非常に小さいのが特徴。つまり、冷やされて固化するのに長い時間がかかってしまうのです。
図Cをご覧ください。
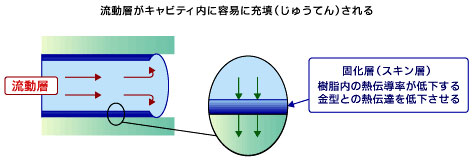
青い部分が樹脂ですが、上下の冷たい金型と接する部分は冷やされて固化(濃い青色部分)しましたが、プラスチックの熱伝導率が低いため、熱い流動層(明るい青色)の熱は固化層へ非常にゆっくりとしか伝わりません。そのため充填中、金型内のプラスチックは、流動層(明るい青)と固化層(濃い青)に分かれた状態になります。例えれば、ラップフィルム(固化層)で包んだ中をサラサラの熱い水(流動層)が流れるイメージ。だから射出成形では、金型の非常に薄い部分にもスムーズに入り込んでいけるのです。
Copyright © ITmedia, Inc. All Rights Reserved.