実例で学ぶ公差設計 〜穴と軸から不良率を推測する〜:若手エンジニアのための機械設計入門(8)(2/3 ページ)
3D CADが使えるからといって、必ずしも正しい設計ができるとは限らない。正しく設計するには、アナログ的な知識が不可欠だ。連載「若手エンジニアのための機械設計入門」では、入門者が押さえておくべき基礎知識を解説する。第8回では、穴と軸のはめ合いを題材に、公差設計に確率統計を応用し、不良率をどのように予測できるかを取り上げる。
Cpの示す数値の意味は何か?
Cpは、単に数式で求められる値にとどまらず、その大きさによって工程の安定性を判断することができます。では、具体的にどのような意味を持つのでしょうか。
- Cpが高い → 規格幅に対してバラつきが小さい → 安定した工程
- Cpが低い → 規格幅ギリギリ、あるいは狭い → 不安定な工程
例えば、Cp=1.33の場合、約±4σの範囲が規格内に収まります。このときの不良率はおよそ0.0063%と非常に低く、量産においても安心できる水準といえます。
一般的なCp値のイメージ
このように、Cpの値は工程の安定性や不良率の大きさを判断する基準になります。では、現場ではCpの値をどのように目安として考えているのでしょうか。以下に代表的なイメージを示します。
- Cpが高い工程 → 安定しているので安心して量産できる
- Cpが1.0ギリギリ → 基準は満たすが、不良が出る可能性もある
- Cpが低い → ロットごとに品質がバラバラで、検査落ちが多い
筆者は装置設備産業での経験が長いのですが、この工程能力指数(CpやCpk)は、製品品質の評価だけでなく、個々の設備性能を測る指標としても活用されています。
丸棒がパイプの穴に挿入できない確率を求める
では、丸棒がパイプの穴に挿入できない確率を実際に求めてみましょう。
パイプの内径と丸棒の外径は片側公差で与えられているため、まずは「中央値化」を行います。中央値化とは、片側公差を両側公差に変換して表現する方法です。
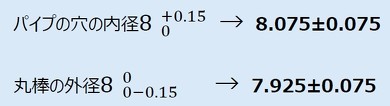
ここで、パイプと丸棒はいずれもCp=1で管理されていると仮定します。
この条件から、それぞれの寸法は以下のように正規分布で表されます。
- パイプ:N(8.075,0.0252)
- 丸棒:N(7.925,0.0252)
次に、パイプの内径と丸棒の外径の隙間を考えます。平均値の差を計算すると、8.075−7.925=0.15となり、これを隙間の平均値μ=0.15とします。では、この隙間の分布はどのようになるでしょうか。ここで重要になるのが「分散の加法性」です。
分散の加法性とは何か?
分散とは、バラつきの大きさを数値で表したものです。値が大きければバラつきも大きく、値が小さければバラつきも小さいことを意味します。
今回の例のように、パイプの穴径にもバラつきがあり、丸棒の外径にもバラつきがある場合、この2つを組み合わせたときの「隙間のバラつき」は、それぞれのバラつきが合わさって大きくなります。このときに成り立つのが分散の加法性であり、“分散はそのまま足し算できる”という性質を持っています。
パイプのバラつきをσa2、丸棒のバラつきをσb2とすると、全体のバラつき(隙間の分散)σc2は、σc2=σa2+σb2のように計算されます。

Copyright © ITmedia, Inc. All Rights Reserved.