ニブリングで紙のように薄い板を抜く:微細加工の現場(2)(1/2 ページ)
設計者が通常、直接見る機会を得づらいだろう加工の現場を取材していく。自分の設計した部品が、いったいどのような方法で具現化されているのか、実感するためのヒント提供はもちろん、モノづくりの純粋な楽しさも伝えられれば幸いだ。(編集部)
佐藤製作所は板金加工メーカー。今回取材したのは、同社の第2工場「P-cube」で、薄板加工に特化した試作部隊。その名称は、「3つのP」という意味で、それぞれ「Paper」「Plate」「Project」の頭文字だという。金属に限らず、紙やフィルム(ただし材質による)の加工も可能とのことだ。
今回は、P-cubeの名付け親でもある工場長 荒木 豊昭氏にご登場いただく。
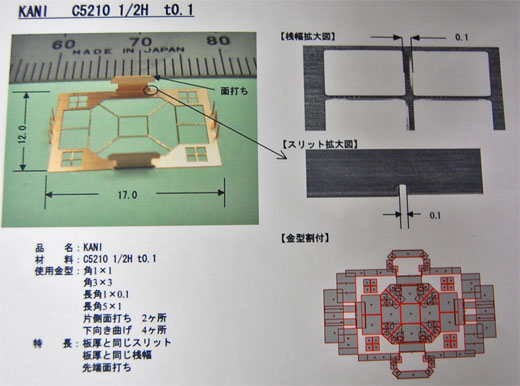
同社で加工する部品は、非常に微小なものが多い。例えば、0.05mmの板厚のものに、0.3mm(内寸)の立ち上げを作ってしまうような世界だ。

薄板加工品は電子部品の端子、コアなどに使われる。肉眼では糸くずやほこりにしか見えないものもある。顕微鏡でのぞかないと分からないような微細な曲げ加工や絞り加工、面取り加工などを施すこともある。このような微小で複雑な形状を作ることも素晴らしい技術だが、同社の興味深いところは、そこだけではない。
「当社の工法は、製造業の中でも、あまり知られていません」と荒木氏。プレス加工の技術の一種なのだが、その工法がとてもユニーク。同社の行うとある工法が世の中にあまり知られていない理由は、その技術の要となる装置が、日本国内では少数しか導入されていないこと、しかも、生産も“実質”ストップしてしまっているからだという。
「3年ぐらい前(2007年ぐらい)から受注生産に切り替わったのです。非常に高価な機械で、注文から納品までに時間がかかります」(荒木氏)。国内に流通している台数は、四十数台。その導入先の大半は大手メーカーだが、せいぜい1社に1台だという。同社のような中小の加工業で導入しているケースだと「(日本国内で)片手で数えられるほどの数」だと荒木氏はいう。
その装置とは、1台の装置の中で、高精度な抜きおよび曲げ加工(成形)をワンチャック(固定し直しなし)で一気に行える高精度パンチプレス機「MEC-TypeM」(アマダ製)だ。

ニブリングとは?
「この装置では、小さな金型を使って、高速で何回もプレスして、形を抜いていくんです」(荒木氏)。
この工法は、まず小さな汎用型(□0.2mmのものからある)を何種類も用意しておく。型のサイズは丸や角などさまざまな形状をそろえる。それらを組み合わせてNCで軌跡をプログラムし、高速でパンチしながら形を抜く(「ブランクする」という)。それが「ニブリング」だ。
*** 一部省略されたコンテンツがあります。PC版でご覧ください。 ***
またこの装置では、90度以内やそれ以上の曲げ角度(任意の角度で)も、治具や型を作らなくても対応できる。45度に仮曲げをしておいてから、パンチのZ軸ストロークを制御して所定の角度に曲げる仕組みであるためだ。内曲げのRは、板厚分付く。Rをゼロにしたい場合は、別の工法で対応するとのこと。
この工法だと、型の組み合わせで任意の形状が作れるため、新規で専用金型を製作する必要がない。ただ、汎用型の種類を充実させることが鍵となる。十分な数だけそろえるのに、同社も約4年かかったという。当然ながら、現在も型の種類は増え続けているという。

Copyright © ITmedia, Inc. All Rights Reserved.